In mechanical engineering, a project’s success often relies on the smallest components: the fasteners. From the micro-screws in a medical device to the high-performance bolts securing jet engine turbine blades, their failure is frequently the root cause of catastrophic system collapses. Yet selecting the right fastener—whether a bolt, rivet, PEM insert, or specialty aerospace hardware—is far more than finding a part that fits a hole. It is an optimization problem involving thread standards, metallurgy, corrosion resistance, and manufacturing feasibility. This guide breaks down the types, materials, coatings, and selection criteria that determine whether a joint holds or fails.
Types of Fasteners: A Taxonomy of Joining Solutions
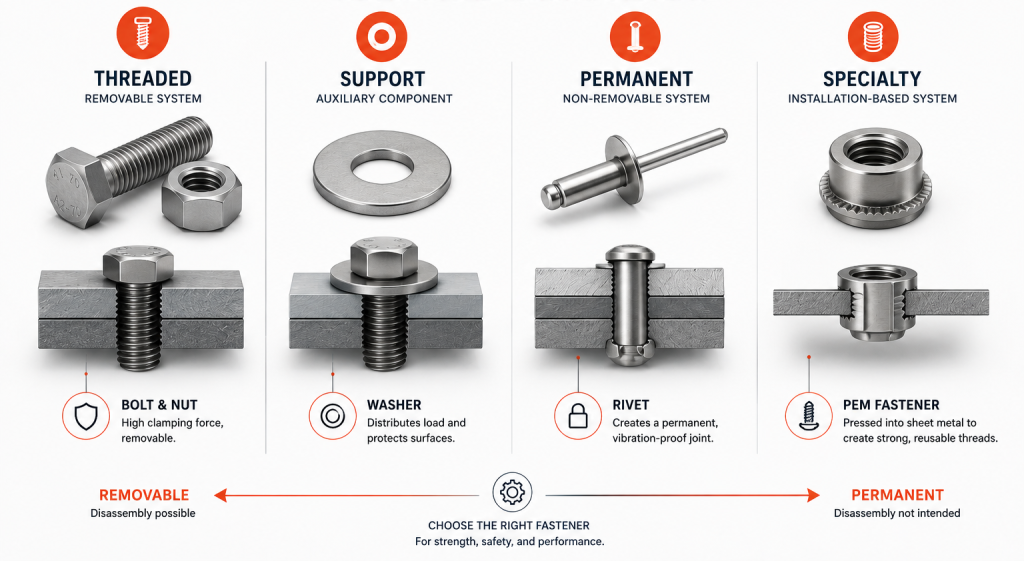
A fastener is a hardware device that mechanically joins two or more objects. Unlike welding, fastening solutions allow for various degrees of disassembly. In industrial engineering, we categorize fasteners based on their mechanical mechanism, the permanence of the joint, and their functional role within an assembly.
Threaded Fasteners (The Removable System)
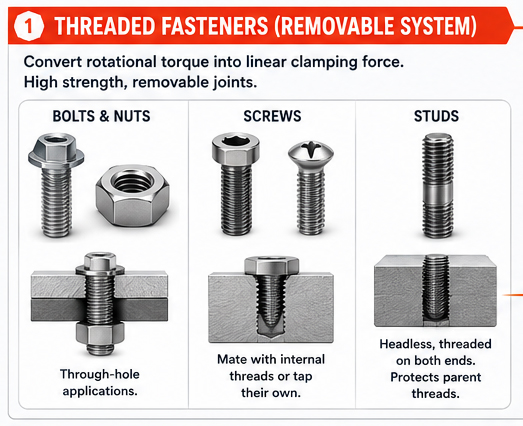
Threaded fasteners are the industry standard for creating high-strength, removable joints. They work as a system to convert rotational torque into linear clamping force.
- Bolts & Nuts:A bolt is useless without its mating nut. This duo is designed for through-hole applications. To master this pairing, refer to our technical comparison of nut vs. bolt.
- Screws:These mate with internal threads or “tap” their own. Common fastener screw types include socket head cap screws for high-torque and machine screws for general assembly.
- Studs:Headless fasteners threaded on both ends. They are often semi-permanently installed into a component (like a manifold) to protect the parent material’s threads during frequent maintenance.
Auxiliary Fasteners: The Unsung Heroes (Washers)
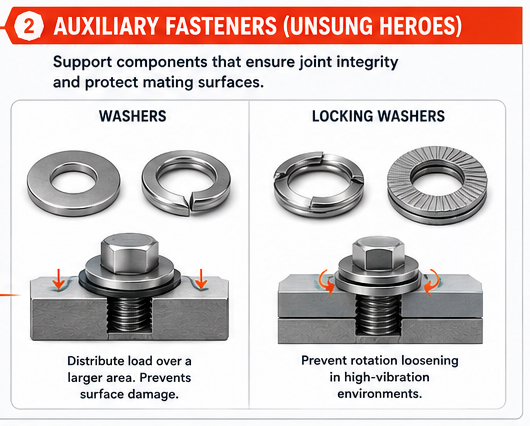
A bolt alone can damage a precision-machined surface. Auxiliary components are essential for joint integrity:
- Washers:These distribute the load over a larger area, preventing the fastener head from crushing the CNC metal
- Locking Washers:Specialized spring or wedge-lock washers (like Nord-Lock) are critical in high-vibration environments to prevent the fastener from rotating loose.
Non-Threaded & Permanent Fasteners
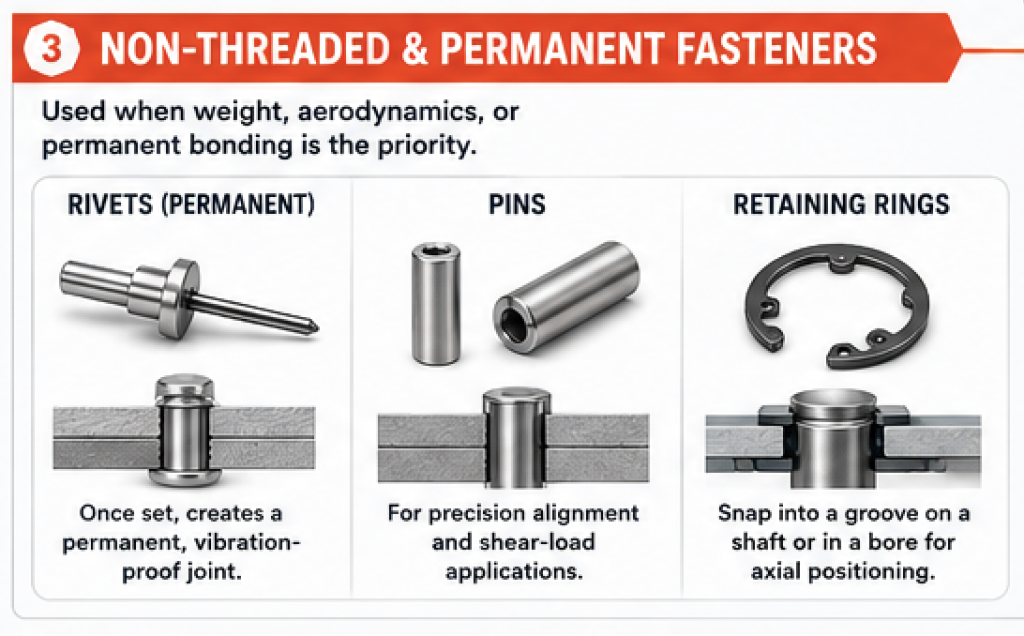
When weight, aerodynamics, or permanent bonding is the priority, we move away from threads:
- Rivets (Permanent):Used extensively in aircraft skins. Once “set,” they create a permanent, vibration-proof joint.
- Pins:Designed for precision alignment rather than clamping. Explore the different types of pins to understand their role in shear-load applications.
- Retaining Rings (Circlips):Often overlooked, these snap into a groove on a shaft or inside a bore to provide axial positioning. They are the standard for securing bearings and gears.
Specialty Installation-Based Fasteners
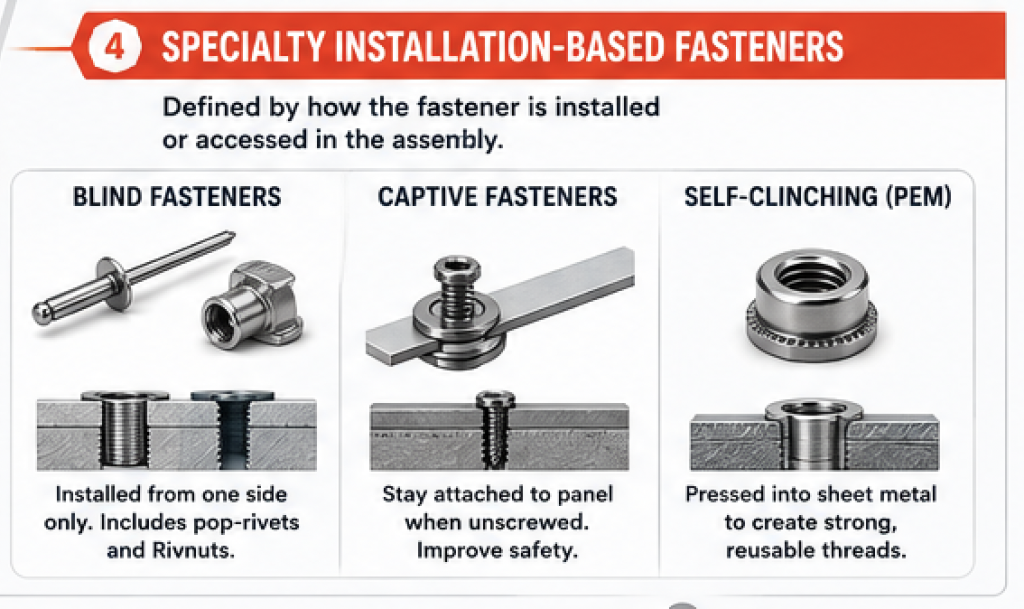
Sometimes the category is defined by how the fastener is installed or accessed:
- Blind Fasteners:Essential when you only have access to one side of the workpiece (e.g., hollow tubes). This includes pop-rivets and Rivnuts.
- Captive Fasteners:Designed to stay attached to a panel even when unscrewed. These are essential in aerospace and other safety-critical applications to prevent loose hardware from falling into sensitive machinery
- Self-Clinching (PEM) Fasteners:Specialized hardware pressed into thin sheet metal fabrication parts to create high-strength, reusable threads.
Fastener Selection Table
Before diving into the technical details of standards, materials, and specialty designs, here is a quick cheat sheet to help you pick the best fastener for the job at a glance:
| Industry | Primary Fastener Type | Critical Requirement |
|---|---|---|
|
Marine |
316 Stainless Steel Fasteners |
Resistance to pitting/saltwater |
|
Aerospace |
Hi-lok, Titanium Fasteners |
Strength-to-weight, vibration locking |
|
Electronics |
Self-clinching PEM Fasteners |
Grounding, compact thread in thin metal |
|
Industrial |
1/4 turn fasteners |
Tool-less, rapid maintenance access |
|
Automotive |
High Strength Alloy Fasteners |
Fatigue cycles and vibration resistance |
Now that you know the major categories and which ones suit your industry, let’s examine the “language” of fastener sizing—the standards and tolerances that ensure a bolt from one supplier fits a hole from another.
Thread Standards and Geometry: UNC, UNF, and Metric
Understanding thread geometry is the difference between a secure joint and a stripped hole. To help you navigate the two primary systems used in global CNC machining, refer to this quick breakdown:
Thread Systems at a Glance
| Feature | Unified Thread Standard (UTS) | ISO Metric Thread |
|---|---|---|
|
Primary Region |
North America (Imperial/Inch) |
Global Standard (Metric/mm) |
|
Coarse Designation |
UNC (e.g., 1/4-20 UNC) |
M (e.g., M6 x 1.0) |
|
Fine Designation |
UNF (e.g., 1/4-28 UNF) |
MF (e.g., M6 x 0.75) |
|
External Class (Bolts) |
1A, 2A, 3A (A = External) |
6g, 4h (Lower case = External) |
|
Internal Class (Holes) |
1B, 2B, 3B (B = Internal) |
6H, 5H (Upper case = Internal) |
Coarse vs. Fine Threads (UNC/M vs. UNF/MF)
- UNC/Metric Coarse:The most common for general industrial fasteners. They have deeper threads that are easier to assemble, less likely to cross-thread, and provide superior fatigue resistance when threading into lower-strength materials like aluminum.
- UNF/Metric Fine:These have a smaller pitch and a larger “minor diameter.” This creates a larger stress area, making them stronger in tension. Because of their smaller helix angle, they are also less likely to vibrate loose—making them the gold standard for high performance fasteners in the automotive and aerospace sectors.
Thread Classes: Understanding the Fit
In CNC turning, we must respect the “Fit” between parts.
- The UTS System (A/B):“A” denotes external threads; “B” denotes internal. Class 2 is standard, while Class 3 is for precision fasteners requiring a tighter fit.
- The ISO System (g/H):Lower-case letters (g, h) represent the bolt; upper-case letters (H, G) represent the hole. Class 6g/6H is the standard commercial equivalent to UTS Class 2.
Machinist’s Warning: At XMAKE, we caution that over-specifying a tight fit (like Class 3A or 4h) can triple the machining cost because it requires more frequent tool changes to maintain the required pitch diameter.
Precision Gauging: The "Go/No-Go" Reality
In a high-precision factory, we don’t just “feel” if a thread fits. We verify the Pitch Diameter—the critical dimension where the bolt and nut actually make contact.
- Hard Gauging:We use calibrated Go and No-Go gauges. The “Go” gauge must spin through the entire thread length, while the “No-Go” gauge must not enter more than two turns.
- Machinist’s Tip:For custom metal fasteners with extreme precision requirements, we often use the “Three-Wire Method.” By placing three calibrated wires in the thread grooves and measuring across them with a micrometer, we can calculate the pitch diameter to within microns, ensuring the threaded fastener will maintain its design preload under extreme stress.
Fastener Materials: Stainless Steel, Titanium, and Beyond
The most perfect thread geometry will fail if the material cannot withstand the operating environment. A titanium bolt on a satellite and a brass fastener in high-voltage switchgear face completely different demands—choosing the right alloy is as critical as choosing the right thread.
Stainless Steel Fasteners

Stainless steel fasteners are favored for their chromium content, which forms a self-healing oxide layer.
- 304 Stainless Steel Fasteners:The standard for food processing and general industrial use.
- 316 Stainless Steel Fasteners:Contains Molybdenum, which prevents pitting in saltwater. This is the “marine grade” choice.
- Stainless Fasteners in Aluminum:This is a common failure point. When stainless steel fasteners with aluminum are paired, galvanic corrosion occurs. The aluminum acts as an anode and corrodes while the fastener stays intact. To prevent this, engineers must use insulating washers or zinc-flake coatings.
High-Performance and Exotic Materials

- Titanium Fasteners:Critical for aerospace fasteners. Titanium offers one of the best strength-to-weight ratios among metallic fastener materials and remains functional at temperatures up to approximately 600°F, with exact limits depending on the alloy grade.
- Brass Fasteners:Chosen for electrical conductivity and non-magnetic properties.
- Inconel and Invar:For jet engines, Inconel maintains tensile strength at extreme heat. For high-precision optics, Invar is used for its zero thermal expansion.
- Engineered Plastics:For chemical resistance, we often use PTFE (Teflon) or POM (Delrin). These are non-conductive and ideal for medical or semiconductor environments.
When the right material alone cannot solve the problem, engineers turn to fasteners with purpose-built mechanical designs for specific industry challenges
Specialty Fasteners: Aerospace and Automotive Solutions
When standard off-the-shelf hardware cannot meet the demands of safety-critical or high-speed applications, engineers turn to purpose-built fastener designs. These are defined not by their material but by their mechanical function and installation method.
The Hi-Lok Fastener: Engineering the Shear Point
A hi-lok fastener is an aerospace fastener designed to eliminate the human error associated with torque wrenches. It features a nut with a “frangible” hex-drive. Once the precise clamping force is reached, the hex portion shears off, leaving a permanent, perfectly torqued collar. This ensures that every hi lok on an aircraft wing is uniform.
Quarter-Turn Fasteners (1/4 Turn Fasteners)
Often called Dzus fasteners, a quarter-turn fastener provides lightning-fast access. It uses a cam-locked stud and a spring-loaded receptacle. These are essential for automotive fasteners on body panels that need to be removed in seconds during a pit stop.
Captive Fasteners
Captive fasteners remain attached to the panel even when disengaged. These are mandatory in captive fasteners aerospace designs to prevent “Foreign Object Debris” (FOD). If a screw falls into a running engine, the damage is catastrophic; captive designs keep the hardware where it belongs.
The Factory Perspective: CNC Machining and the Art of Threading
Knowing what type of fastener to use is only part of the equation—how that fastener is physically manufactured determines its cost, precision, and service life. In a high-precision facility like XMAKE, we see thousands of designs annually. The most common mistake engineers make is treating a fastener as a commodity afterthought. From a machinist’s perspective, the way a thread is created directly impacts the assembly’s lifespan and the total cost of production.
Thread Milling vs. Tapping: A Machinist’s Choice
When we manufacture custom titanium fasteners or specialty stainless steel fasteners, we often face a technical crossroads: tapping or thread milling.
- Tapping:This involves a tool that matches the thread profile and “cuts” or “forms” the thread in one or a few passes. It is fast but carries high risk in hard materials like Inconel or Titanium. If a tap breaks inside a high-value CNC-machined component, the part is often scrapped because removing a hardened steel tap is notoriously difficult.
- Thread Milling:This utilizes a CNC machining service to interpolate the thread using a smaller tool. It offers superior chip evacuation and allows us to adjust the “thread fit” (tolerance) precisely. For precision fasteners used in aerospace, thread milling is the professional standard because it minimizes the risk of “stress risers” at the root of the thread.
The Importance of Thread Relief and Undercuts
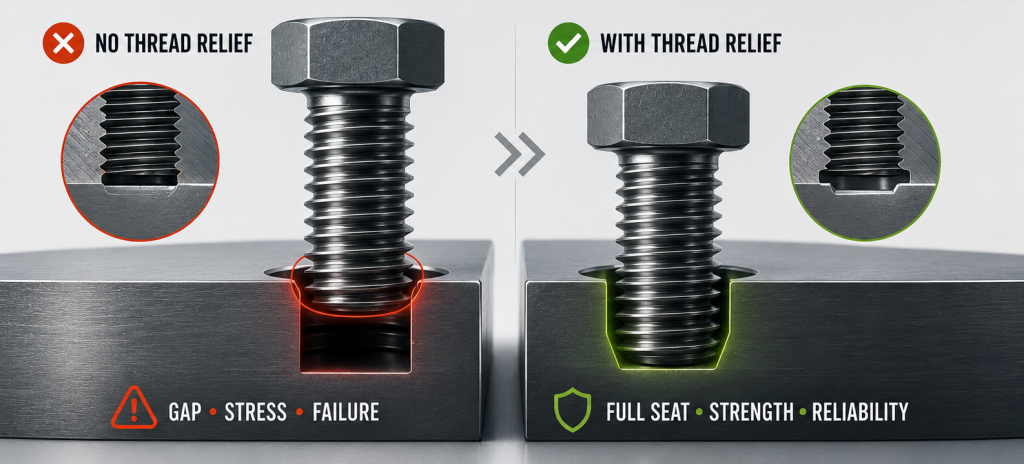
Thread relief comparison showing improper fastener seating without an undercut versus full thread engagement with proper thread relief for improved strength and fatigue resistance.
A detail often missed in CAD models is the thread relief. When a threaded fastener must sit perfectly flush against a shoulder, the machinist must cut a small groove (undercut) at the end of the thread. Without this, the “run-out” of the threading tool prevents the fastener from fully seating, leaving a gap that leads to fatigue failure.
Fasteners in Modern Prototyping: 3D Printing and Sheet Metal
Traditional CNC machining remains the gold standard for threading, but modern prototyping methods introduce unique challenges. When wall thicknesses are too thin for conventional tapping or the substrate is plastic rather than metal, engineers need alternative fastening strategies.
Self-Clinching (PEM) Fasteners
In thin sheet metal fabrication, you cannot tap a thread because there aren’t enough “threads” of material to hold a load. Self clinching fasteners (or pem fasteners) are the solution. They are pressed into a hole, and the host metal “cold flows” into a groove in the fastener, creating a high-torque, permanent thread in sheets as thin as 0.5mm.
Heat-Set Inserts and Overmolding
In plastic parts made via injection molding or 3D printing, we use brass threaded fasteners called heat-set inserts. These are pressed into the plastic using heat or ultrasound, providing a durable metal thread that won’t strip. For low-volume prototypes, vacuum casting allows us to “over-mold” custom metal fasteners directly into the part during the resin pour.
Direct Metal Threads (SLM)
With SLM (Selective Laser Melting), we can print metal threads directly into a part. However, because 3D printed surfaces are rough, we usually print the hole “undersized” and then use CNC drilling and tapping to achieve precision fastener tolerances.
How to Prevent Thread Galling in CNC Assembly
Whether the threads are CNC-machined, pressed-in, or 3D-printed, the most critical phase is still assembly. This is where most hidden failures—like galling—occur.
The Professional Insight: Preventing the "Seize"
Galling occurs primarily with stainless steel fasteners, titanium fasteners, and alloy stainless fasteners. When threads are tightened too quickly, friction generates localized heat that strips the protective oxide layer. The bare metal surfaces then “weld” together.
At XMAKE, we prevent this by:
- Lowering RPM:High-speed pneumatic drivers are the enemy of stainless.
- Lubrication:Applying molybdenum disulfide or nickel-based anti-seize.
- The Hardness Differential Strategy:This is a pro-tip. By pairing a 304 stainless bolt with a 316 stainless nut, the slight difference in material hardness and atomic structure reduces the molecular affinity that causes galling.
The "K-Factor" in Torque
Engineers must account for the “K-factor” (friction coefficient) when specifying torque. A dry steel fastener and a lubricated one require completely different torque values to achieve the same preload. Ignoring the K-factor leads to either under-tightened joints (vibration failure) or over-stretched bolts (yielding)
Protective Coatings and Locking Strategies: Preventing Fastener Failure
Beyond mechanical seizure, chemical risks and vibration-induced loosening can also destroy a joint. A quality fastener is often defined by its finish, but some finishes carry hidden risks that engineers must navigate.
Hydrogen Embrittlement: The 10.9 Danger
Hydrogen embrittlement is the “silent killer” of high strength fasteners (Grade 10.9 or 12.9). During the acid pickling or electroplating process, hydrogen atoms can enter the steel. Under tension, these atoms migrate to stress points, causing a steel fastener to snap without warning hours or even days after assembly.
The Fix: High-strength bolt fasteners must be “baked” in an oven shortly after plating to drive out the hydrogen. If your supplier skips this step, your assembly is a ticking time bomb.
Advanced Coatings
- Zinc-Nickel Plating:The modern standard for automotive fasteners, offering over 1,000 hours of salt spray resistance (ASTM B117).
- Passivation:Essential for stainless steel fasteners. It uses a citric or nitric acid bath to remove “tramp iron” from the surface, allowing the protective chromium oxide layer to form uniformly.
- Black Oxide:Provides a sleek look with no dimensional change, often seen in precision fasteners.
Thread Locking Mechanisms
In high-vibration automotive and aerospace environments, even a perfectly torqued bolt fastener can loosen. At XMAKE, we offer integrated thread-locking solutions such as Nylon patches, chemical adhesives (Loctite-style), and mechanical locks like Nord-Lock washers. For custom metal fasteners, we can also machine safety-wire holes directly into the heads, providing a mechanical failsafe used extensively in aircraft fastener applications.
Conclusion: Choosing Your Fastening Strategy
The choice of fasteners defines the lifecycle of your product. From a precision fastener in a surgical robot to custom titanium fasteners in a racing engine, the engineering logic remains the same: balance the material properties, the manufacturing process, and the assembly environment.
When selecting fastening solutions, consider the following final checklist:
- Load Path:Is the fastener in shear (perpendicular) or tension (pulling apart)? Use pins for shear and bolts for tension.
- Environment:Will it see acid, salt, or extreme heat? Choose 316 stainless, Inconel, or Hastelloy.
- Total Cost of Ownership (TCO):A cheaper steel fastener that requires frequent replacement is more expensive than a stainless steel fastener that lasts 10 years.
- Manufacturing Method:If the walls are thin, use self clinching fasteners; if the part is plastic, use heat-set inserts.
Why Partner with XMAKE for Fastening Excellence?
At XMAKE, we don’t just supply hardware; we integrate high-performance fasteners into mission-critical assemblies. Partnering with us provides:
- Custom Precision:We provide CNC turning and milling for custom metal fasteners with non-standard thread pitches and unique geometries where off-the-shelf parts fail.
- Material Expertise:Specialists in machining Titanium, Inconel, and Invar to ensure high-heat strength and thermal stability.
- Engineering DFM:Expert design review to prevent thread galling, galvanic corrosion, and incorrect thread engagement before production begins.
- Full Hardware Integration:Precision installation of PEM fasteners in sheet metal and heat-set inserts in 3D-printed or vacuum cast components.
- Prototype to Production:Scalable quality control ensuring every threaded fastener meets aerospace-grade or industrial standards.
We bridge the gap between design and durability, optimizing your assembly for performance and long-term reliability.
Ready to bring your engineering project to life? Get an Instant Quote from XMAKE today and experience the precision of world-class manufacturing. From prototype to mass production, we provide the quality fasteners and machining expertise your project demands.
FAQ
Q1: Why did my stainless steel bolt snap during installation even though I used the correct torque?
A: This is likely thread galling. When friction generates heat, the oxide layer strips, and the metal surfaces cold-weld. Once galled, any additional torque will snap the bolt. Always use anti-seize or a lower RPM driver for stainless.
Q2: Can I use a Grade 12.9 bolt in an outdoor coastal environment?
A: Not without specialized coating. High-strength bolts are extremely susceptible to Hydrogen Embrittlement and corrosion. While strong, they will fail faster than a 316 stainless bolt in salt spray unless treated with Zinc-Nickel or similar advanced coatings.
Q3: When should I choose Fine threads over Coarse threads?
A: Use Fine threads (UNF/MF) for high-vibration applications or when threading into thin-walled tubes. They provide a larger stress area and better resistance to loosening. Use Coarse threads (UNC/M) for general assembly and when threading into softer materials like aluminum.
Q4: What is the benefit of a Helicoil vs. tapping directly into the metal?
A: A Helicoil (thread insert) provides a hard, stainless steel thread in soft parent materials like aluminum or magnesium. It allows for much higher torque and prevents the threads from stripping over multiple assembly cycles.
Q5: How do I prevent galvanic corrosion between a stainless bolt and an aluminum part?
A: Use a barrier. This can be a non-conductive washer (nylon/fiber), an anti-seize paste with zinc or nickel, or choosing fasteners with a specialized organic/zinc-flake coating that acts as a sacrificial layer.