Introduction: Choosing the wrong process adds cost and delays your project. 3-axis machining operates along X, Y, and Z, while 5-axis adds rotational movement to reach complex angles and undercuts — sometimes at over 40% higher cost. This guide breaks down 3 axis vs 5 axis CNC machining: the key differences, how to choose the right process for your part, and exactly when 5-axis is worth the premium.
3 Axis vs 5 Axis CNC
| Category | 3-Axis CNC Machining | 5-Axis CNC Machining |
|---|---|---|
|
Best For |
Standard geometries |
Complex geometries |
|
Setup Cost |
Low — single setup required |
Higher — often requires custom fixturing |
|
Per-Part Cost |
Baseline |
30–40% higher on average |
|
Typical Tolerance |
±0.05 mm |
±0.02 mm |
|
Surface Finish (Ra) |
Ra 1.6–3.2 µm |
Ra 0.8–1.6 µm |
|
Lead Time |
1–3 days (simple parts) |
3–7 days (complex parts) |
|
Repositioning Required |
Yes — for multi-face machining |
No — continuous machining |
|
Undercuts / Complex Angles |
Not possible |
Fully supported |
|
Ideal Volume |
1–10,000+ parts |
1–500 parts (complex parts) |
The tolerance gap is the most consequential row: 3 axis holds ±0.05 mm as standard, while 5 axis reaches ±0.02 mm — a difference that determines whether your part fits an assembly or fails inspection.
What Is 3 Axis CNC Machining?

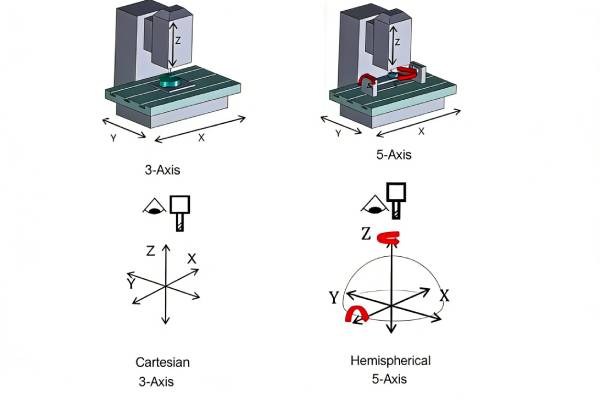
Three-axis machining allows the tool to move along three linear directions: X (left-right), Y (back-forward), and Z (up-down). The workpiece remains stationary while the tool moves. Each cut is made in a single direction—meaning that any shape the spindle can reach from above can be machined on three axes. This covers a wider range than most people realize. Here’s what a 3-axis machine tool can process:
- Flat faces, slots, and pockets— milled in a single setup
- Through-holes and threaded holes— drilled and tapped without repositioning
- External profiles and contours— cut cleanly along two axes simultaneously
- Step features and counterbores— standard, fast, no special tooling
Advantages and Limitations of 3 Axis CNC
3 axis is fast to set up, widely available, and cost-effective. For most prismatic parts, it’s the right call.
Advantages:
- Lower setup cost — one fixture, one orientation
- Shorter lead time — simple parts run in 1–3 days
- Wider supplier availability — nearly every CNC shop runs 3 axis
- Predictable pricing — no premium for machine complexity
Limitations:
- Chamfers or bevels cannot be machined in a single setup.
- Multi-faceted parts require repositioning – each repositioning adds time and potential for error.
- Surface roughness Ra is limited to 1.6–3.2 µm, requiring no secondary machining.
What Is 5 Axis CNC Machining?

5 axis machining starts where 3 axis stops. In addition to the standard X, Y, and Z linear movements, 5 axis adds two rotational axes — typically A (rotation around X) and B (rotation around Y). The cutting tool, the part, or both can tilt and rotate simultaneously. That means the spindle can approach your part from virtually any angle — without stopping, without repositioning, without a second setup.Here’s what a 5-axis machine tool can process:
- Complex multi-face parts in a single setup— eliminates repositioning and reduces accumulated error
- Undercuts and compound angles— features impossible or inefficient with 3-axis machining
- Deep cavities and hard-to-reach areas— improved tool access and more stable machining conditions
- High-precision parts with tight positional requirements— fewer setups mean better accuracy and consistency
Advantages and Limitations of 5 Axis CNC
5 axis removes geometric constraints. It also adds cost and setup complexity — which is why it should be reserved for parts that actually need it.
Advantages:
- Reaches undercuts, compound angles, and complex curves in one setup
- Tighter tolerances — down to ±0.02 mm on critical features
- Better surface finish — Ra 0.8–1.6 µm without secondary operations
- Fewer setups — reduces repositioning error on multi-face parts
- Shorter tool overhang — improved rigidity, less vibration on deep features
Limitations:
- 30–40% higher per-part cost compared to equivalent 3 axis work
- Longer setup time — custom fixturing often required
- Fewer suppliers — not every CNC shop runs true simultaneous 5 axis
- Programming complexity — longer CAM time adds to lead time
What's the Core Difference Between 3 Axis and 5 Axis CNC Machining?
The previous two sections covered each process individually. Here’s where they actually diverge in practice.
The difference isn’t just axis count. It’s what your part looks like after one setup.
With 3 axis, the spindle approaches from one direction. If your part needs cuts on multiple faces — top, side, angled wall — you stop, reposition, and re-indicate. Every repositioning adds time and introduces error. On a part needing four setups, tolerance stack-up alone can push you outside spec before the machine contributes a single micron of error.
5 axis eliminates that problem. One setup. Continuous access. No accumulated error between orientations.Three differences that actually affect your project:
- Geometric access: The 3-axis cannot reach undercuts, negative draft angles, or features below a horizontal plane. 5 axis can approach from any angle — the geometry stops being a constraint.
- Tolerance accumulation: Each 3 axis repositioning adds ±0.01–0.02 mm of potential error. On a part with three setups, that’s up to ±0.06 mm before the machine itself contributes. 5 axis holds the part once — tolerance stays tight across the entire part.
- Lead time and cost: 3 axis setups are faster and cheaper individually. But a complex part needing four 3 axis setups can cost more — and take longer — than a single 5 axis run. The crossover point depends on your geometry.
One thing that doesn’t change: material, surface finish requirements, and production volume still apply equally to both processes.
In practice: the question isn’t which process is better. It’s whether your part geometry forces the choice — or leaves it open.
When to choose 3 Axis CNC Machining Services
If your part has no undercuts, no compound angles, and no features requiring the spindle to approach from below a horizontal plane, 3 axis handles it.
These part types run on 3 axis without compromise:
- Structural brackets and mounting plates— flat faces, through-holes, pockets
- Enclosures and housings— prismatic forms with internal pockets, two setups maximum
- Flanges and manifolds— drilled hole patterns, counterbores, face milling
- Jigs and fixtures— tolerances at ±0.05 mm or looser, no rotational features needed
Industries sourcing the majority of parts on 3 axis: industrial machinery, electronics enclosures, automotive prototypes, and general engineering components.
One rule of thumb: if your tightest tolerance is ±0.05 mm or looser and no feature requires more than three setups to reach, 3 axis CNC machining covers it. At XMAKE, simple aluminum parts start at 3-5 days lead time.

When to Choose 5 Axis CNC Machining Services
The moment your part has features a vertical spindle cannot reach, 3 axis is no longer an option.These part types require 5 axis without compromise:
- Turbine blades and impellers — compound curved surfaces machined in a single continuous toolpath
- Mold cores and cavities — undercuts and negative draft angles inaccessible from above
- Aerospace structural components — compound angles on multiple planes simultaneously
- Medical implants and bone plates — complex surface continuity at ±0.02 mm or tighter
In practice: if any feature on your drawing requires the spindle to tilt, or your tolerance is tighter than ±0.05 mm across multiple faces — that’s a 5 axis part.

How XMAKE Prices and Turns Around 3/5 Axis Parts
Pricing is mainly driven by geometry, tolerance, and volume.For standard aluminum parts, 3-axis is generally more cost-effective. As complexity increases, cost rises — but stays below 5-axis unless required. When needed, 5-axis typically costs 30–40% more per part.
What drives your cost:
- Geometry & setups — More setups in 3-axis increase labor cost; 5-axis reduces setups but has higher machine rates
- Tolerance — Standard (±0.05 mm) is cost-efficient; tighter tolerances increase machining and inspection cost
- Material — Aluminum is lowest cost; steel and titanium increase machining time and tool wear
- Volume — 3-axis benefits more from scale; 5-axis cost reduction is limited
Conclusion
Choose 3-axis when your part has no undercuts or compound angles, and the geometry can be machined with simple setups. For typical tolerances around ±0.05 mm, 3-axis is usually the most cost-efficient option.
Choose 5-axis when the geometry requires it — such as undercuts, compound angles, deep cavities, or when reducing multiple setups is critical to maintaining accuracy across features.
If you’re unsure which process fits your part, the geometry will determine it. Our CNC machining services cover both 3-axis and 5-axis, and every quote includes a DFM review based on your actual design. Upload your drawing to receive a process recommendation with your quote.
Frequently Asked Questions
Is 5 axis CNC machining always more expensive than 3 axis?
Not always — but typically 30–40% higher per part. The gap narrows on complex geometry where 3 axis would require four or more setups. At that point, 5 axis can actually cost less by eliminating repositioning time.
Can a supplier reposition on 3 axis instead of using 5 axis — and should I accept it?
Yes, suppliers do this. Accept it only if your tolerance allows for setup error accumulation. Each repositioning adds ±0.01–0.02 mm of potential error. On a tight-tolerance part, that stack-up fails inspection.
Which industries typically require 5 axis CNC machining services?
Aerospace, medical devices, and mold manufacturing account for most 5 axis demand. Any industry with compound geometry, deep cavities, or sub-±0.05 mm tolerances lands here.
How do I know if my part needs full 5 axis or if 3+2 is sufficient?
3+2 handles angled features that don’t require continuous tool movement. Full simultaneous 5 axis is necessary for complex curved surfaces and impeller-type geometry. When in doubt, share the drawing — a DFM review resolves this in minutes.


