Laser cut acrylic is one of the fastest and most cost-effective ways to produce clear plastic parts, but small design mistakes can lead to cracking, poor edge quality, or parts that simply don’t fit as intended. Whether you’re sourcing an industrial enclosure, medical device cover, display component, or optical part, understanding material selection, laser cutting limitations, and DFM best practices is critical. This guide explains everything engineers and buyers need to know before ordering custom acrylic parts.
Why Acrylic Is Ideal for Laser Cutting
Acrylic is one of the most laser-friendly thermoplastics available. Unlike polycarbonate (PC), which tends to char and produce soot when exposed to a laser beam, acrylic vaporizes cleanly, resulting in smoother cuts and better edge quality.
Its popularity in precision manufacturing comes from how efficiently it absorbs the wavelength of CO₂ lasers (typically 10.6 μm). This enables several key advantages:
- Vaporization Cutting: The laser vaporizes the material along the cut line, leaving behind minimal residue.
- Flame-Polished Edges: As the material melts and re-solidifies, the cut edge becomes smooth, transparent, and often requires little or no secondary polishing.
- Optical Clarity: With light transmission of up to 92%, acrylic offers excellent transparency while remaining lighter and more impact-resistant than glass.
- Chemical Stability: Acrylic maintains its appearance and clarity over time, making it suitable for both indoor and outdoor applications.
These characteristics translate directly into practical manufacturing benefits: clean edges, reduced finishing costs, reliable production quality, and excellent visual appearance. As a result, acrylic has become the preferred material for laser-cut panels, enclosures, display components, machine guards, and many other transparent plastic parts.
What Can Be Made with Laser Cut Acrylic
In an industrial and engineering context, laser cut acrylic is used far beyond simple signage. Its versatility allows it to bridge the gap between aesthetic prototypes and functional end-use parts.
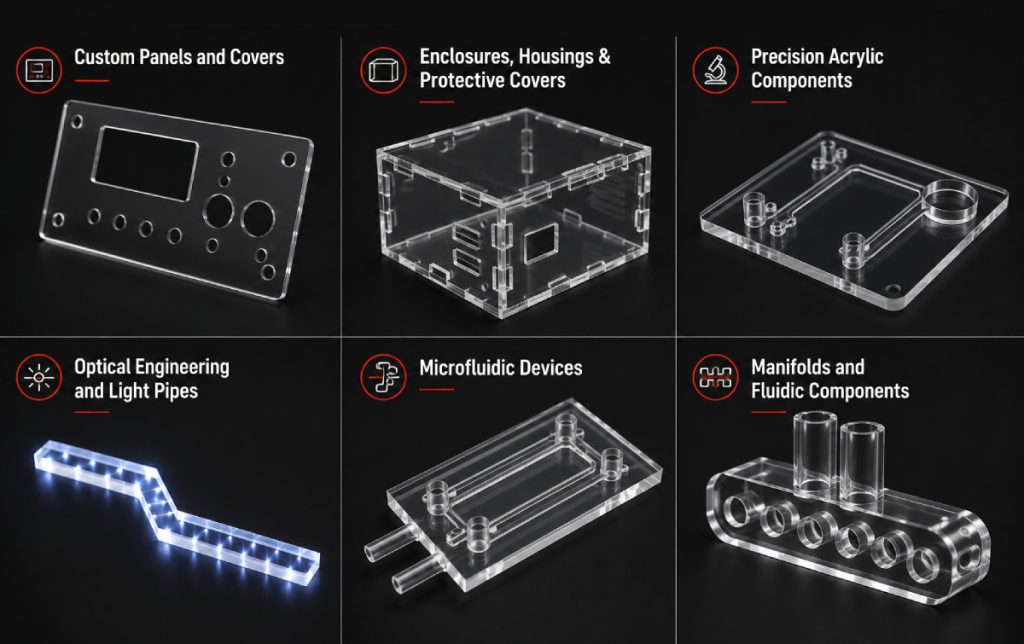
Custom Panels and Covers
Engineers frequently source custom cut acrylic for control panels, machine guards, and HMI (Human-Machine Interface) overlays. Because the laser can cut intricate internal cutouts for buttons, switches, and screens with high repeatability, it is the go-to for low-to-medium volume production.
Enclosures, Housings & Protective Covers
For sensitive electronic equipment, custom plexiglass enclosures offer visibility for monitoring internal components while providing a dust-proof and splash-resistant barrier. Laser cutting allows for “tab-and-slot” designs that can be solvent-bonded for a near-monolithic structure.
Precision Acrylic Components
From microfluidic devices to light guides and manifolds, custom acrylic parts are utilized in medical and laboratory settings.
The precision of a CO2 laser allows for the creation of intricate channels and gaskets that require tight tolerances.
Optical Engineering and Light Pipes
In medical diagnostics and automotive displays, laser cut acrylic is a preferred material for high-efficiency light guides and light pipes. The primary engineering challenge here is achieving Total Internal Reflection (TIR). If the cut edge is even slightly rough, it causes light leakage and reduces luminosity.
Cast Acrylic vs Extruded Acrylic for Laser Cutting
Choosing between cast acrylic sheet and extruded acrylic sheets is the most critical decision a buyer can make, as they behave differently under a laser beam.
| Property | Cast Acrylic (GS) | Extruded Acrylic (XT) |
|---|---|---|
|
Manufacturing Process |
Liquid monomer is poured into a mold. |
Pellets are pushed through a die. |
|
Laser Cutting Quality |
Superior; handles heat well. |
Tends to “gum up” or melt at the edges. |
|
Laser Engraving |
Produces a crisp, frosty white finish. |
Engraves clear; lacks contrast.
|
|
Thickness Tolerance |
Higher variance (±15%). |
Very consistent thickness.
|
|
Stress Levels |
Low internal stress. |
High internal stress (prone to crazing). |

If your project requires high-contrast branding or technical markings, cast acrylic is generally the preferred option. If dimensional consistency is more important than edge appearance, extruded acrylic may be the better fit.
However, choosing between cast and extruded acrylic is only part of the material selection process. Many engineers also evaluate Polycarbonate (PC) and PETG when impact resistance, flexibility, or long-term durability become key requirements.
Acrylic vs Polycarbonate vs PETG: Selecting the Right Clear Plastic
When sourcing transparent parts, engineers often weigh custom cut acrylic against Polycarbonate (PC) and PETG. From a laser-cutting perspective, the differences are profound:
- Polycarbonate (PC): While incredibly impact-resistant (often called “bulletproof glass”), PC is a poor candidate for laser cutting. The material tends to absorb heat too quickly, resulting in charred, soot-covered edges that require extensive secondary cleaning. For PC parts, CNC machining or waterjet cutting is mandatory for a clean finish.
- PETG: This is a “middle-ground” material. It is tougher than acrylic but laser cuts with a slightly “gummy” edge that lacks the diamond-like polish of PMMA. It is often chosen for food-safe applications or parts requiring slight flexibility.
- Acrylic (PMMA): It remains the only plastic that “sublimates” (turns directly from solid to gas) cleanly under a laser. This makes it the most cost-effective choice for parts where edge finish is the primary requirement. If your design requires the chemical resistance of PVC but the clarity of acrylic, contact our engineering team to discuss specialized hybrid fabrication.

Tip:In most laser-cutting applications, acrylic remains the preferred choice when optical clarity, polished edges, and cost-effectiveness are the primary requirements. Polycarbonate is better suited for high-impact environments but is typically machined rather than laser cut, while PETG offers a practical balance between toughness and manufacturability for less appearance-critical parts.
What Thickness of Acrylic Can Be Laser Cut?
The thickness of laser cut acrylic is generally limited by the wattage of the CO2 laser and the desired edge quality.
- Thin Sheets (1.5mm – 3mm): Extremely fast to cut with perfectly clear edges. Ideal for overlays and gaskets.
- Standard Sheets (4.5mm – 10mm): The “sweet spot” for most industrial enclosures and panels.
- Thick Sheets (12mm – 25mm+): Requires high-power lasers (150W to 400W+). As the thickness increases, the laser must slow down, which can sometimes lead to a slight “taper” in the cut edge due to the focus of the beam.
While high-end industrial lasers can cut acrylic up to 30mm or even 40mm thick, the cost-effectiveness and dimensional accuracy often favor CNC machining once material thickness exceeds 20mm. CNC machining generally provides better edge perpendicularity, tighter tolerances, and greater process stability for thick acrylic components.
Laser Cutting vs CNC Machining Acrylic
One of the most common questions from procurement teams is whether to use a laser or a CNC mill for acrylic machining services.
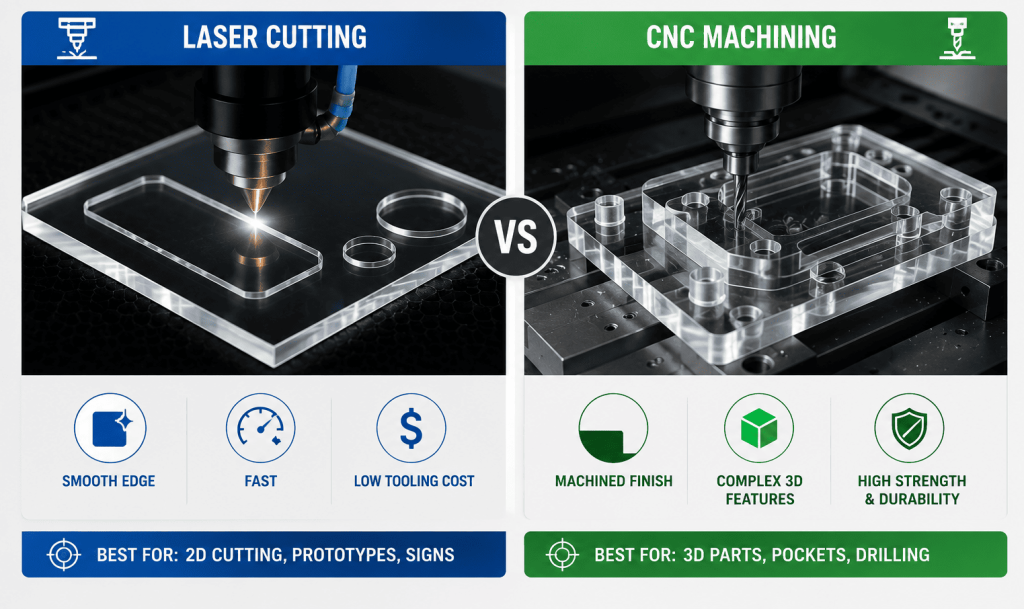
Edge Finish
The most significant difference is the edge. Laser cut perspex results in a glossy, transparent edge. Acrylic CNC machining results in a frosted or matte edge that requires secondary flame polishing or buffing to become clear.
Dimensional Accuracy and Geometry
Laser cutting is a non-contact process, meaning there is no tool pressure that could move or vibrate thin parts. However, a laser creates a “kerf” (the width of the cut) that is usually between 0.1mm and 0.3mm.
CNC milling is better for:
- Blind holes and pockets: Lasers generally cannot “stop” at a specific depth with high precision; they are primarily through-cutting tools.
- Threading/Tapping: If your part requires threaded holes, CNC is mandatory.
- Thick material: For blocks thicker than 25mm, CNC milling service provides better perpendicularity.
Comparative Table: Laser vs. CNC
| Feature | Laser Cutting | CNC Machining |
|---|---|---|
|
Edge Finish
|
Polished/Transparent |
Matte/Translucent |
|
Internal Corners
|
Very sharp (radius <0.1mm)
|
Rounded (limited by tool diameter)
|
|
Heat Affected Zone |
High (can cause stress) |
Low |
|
Best For |
Complex 2D shapes, thin parts |
3D features, thick blocks, tapping
|
Regardless of the chosen cutting method, successful fabrication starts with a Design for Manufacturability (DFM) mindset. Proper design must account for thermal expansion, kerf compensation, and the localized heat-affected zone.
Design Considerations for Laser Cut Acrylic Parts
To ensure a successful transition from CAD to a finished custom laser cut acrylic part, engineers should consider the following:
1. The "Kerf" Factor
The laser beam has a physical width. If you need a hole that is exactly 10.00mm, the laser path must be offset. At a professional factory level, we adjust the beam compensation in our CAM software, but it is always good practice to specify critical tolerances on your technical drawing.
2. Internal Stress and Crazing (A Professional Warning)
Laser cutting is a thermal process. This creates localized internal stress along the cut edges. Crazing—the appearance of tiny hairline cracks—often occurs if the cut part is cleaned with aggressive solvents like isopropyl alcohol (IPA) or if it is under high mechanical load.
- Factory Tip: If your parts are intended for a medical or chemical environment, we recommend annealing the acrylic after laser cutting. This involves heating the parts in a temperature-controlled oven to relieve the thermal stress.
3. Hole Placement
To prevent cracking, avoid placing holes too close to the edge of the sheet. A general rule of thumb is to keep the distance from the edge at least 1x the thickness of the material.
Before finalizing your kerf offset and hole-to-edge distances, upload your file to Xmake’s Instant Quote Engine. It flags stress riser geometry and edge violations automatically — before anything gets cut.
4. Radius on Internal Corners
While lasers can cut very sharp 90-degree internal corners, these serve as “stress risers.” Adding even a tiny radius (0.5mm) can significantly increase the durability of the part under impact.
5. Assembly & Bonding: Designing for Solvent Welding
Acrylic is unique because it can be “solvent welded” (using chemicals like methylene chloride) to fuse parts into a monolithic piece. However, because laser-cut edges are under thermal stress, applying solvent can trigger instant, catastrophic crazing.
- Pro-active Design: If your assembly requires bonding, specify annealing in your RFQ. Alternatively, for high-strength requirements, consider CNC turning or milling for the mating surfaces to ensure a stress-free edge for the solvent to bite into.
Laser Engraving and Finishing Options for Acrylic
Beyond cutting, laser marking acrylic and engraving are essential for functional parts (e.g., serial numbers, logos, or scale markings).
- Laser Etched Acrylic: By reducing the power and increasing the speed, the laser “frosts” the surface. On cast acrylic, this produces a beautiful high-contrast white mark. On colored acrylic sheets for laser cutting, this can be used to create permanent, tamper-proof labels.
- Back-filling: After engraving, the recessed area can be filled with paint (ink-filling) to create high-visibility markings.
- Protective Masking: Professional services always cut with the protective paper or plastic film left on the sheet. This prevents “flashback” or “smoke stipple” from marring the surface of the clear acrylic.
Quality Control & Inspection Standards for Custom Acrylic
When procuring custom size plexiglass for industrial applications, the inspection report should go beyond simple dimensions. At XMAKE, we utilize several specific quality benchmarks:
- Edge Perpendicularity (The “V” Effect): Because a laser beam is focused through a lens, it has a “waist.” On sheets thicker than 12mm, the cut will have a slight taper (usually 1-3 degrees). If your part must fit perfectly flush against a sheet metal fabrication frame, this taper must be accounted for in the DFM stage.
- Inclusion and Bubble Count: For optical-grade parts, we inspect the raw cast acrylic sheet for any microscopic inclusions that could interfere with laser pathing or final part performance.
- Polarized Stress Analysis: We use polarized light filters to visualize the stress concentrations around laser-cut holes and corners. This is a crucial step for parts that will be used in pressurized environments or high-vibration medical equipment.
- Dimensional Stability: Acrylic has a higher coefficient of thermal expansion than metals like Titanium or Alloy Steel. We ensure that all measurements are taken at a stabilized room temperature (20°C) to guarantee consistency across production batches.
Integrating these design principles and quality standards ensures a smooth transition from prototype to production. The final step is effective procurement—providing the right technical data to your manufacturer to ensure accuracy and speed.
How to Order Custom Laser Cut Acrylic Parts
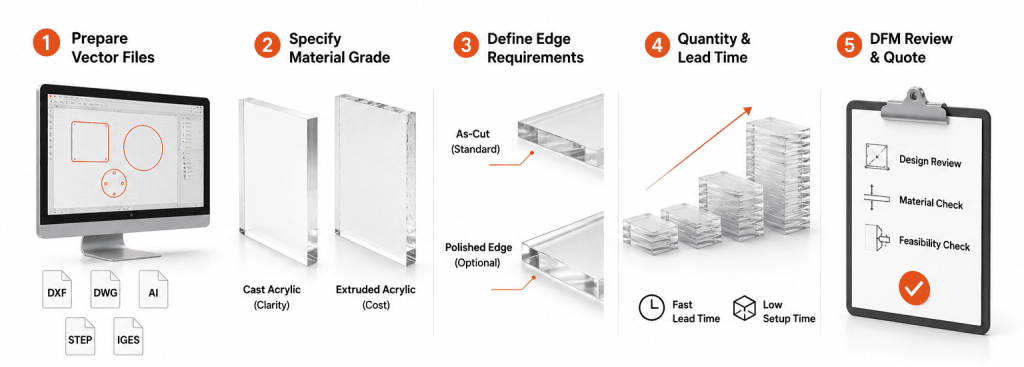
Procuring custom cut acrylic shapes is a straightforward process if you provide the right documentation. To ensure an accurate and fast lead time, follow these steps:
- Prepare Vector Files: Provide 2D vector files (DXF, DWG, or AI). For 3D assemblies, STEP or IGES files help our engineers understand the final application.
- Specify Material Grade: State whether you require cast acrylic (for engraving/clarity) or extruded acrylic (for cost/thickness consistency).
- Define Edge Requirements: Usually, “as-cut” laser edges are sufficient, but if you need mechanical polishing for an even higher optical grade, specify this in the RFQ.
- Quantity and Lead Time: Laser cutting is highly scalable. Whether you need a single prototype or 10,000 units, the setup time is minimal compared to injection molding.
Most acrylic laser cutting quotes sourced online pass through a broker network — your DXF goes to multiple shops, the lowest bidder wins, and no DFM review happens before cutting. At Xmake, every file is reviewed by in-house engineers at our 20,000㎡ self-owned facility before a quote is issued. No middlemen. No spec loss in translation.
To get started, you can get an instant quote by uploading your design to our platform. Our engineers review every file for manufacturability (DFM) to ensure your acrylic laser cutting service experience is seamless.
Why Choose XMAKE for Your Acrylic Fabrication?
At XMAKE, we combine state-of-the-art CO2 laser technology with deep material expertise. We understand that a “clear part” isn’t just about transparency—it’s about dimensional stability, the absence of thermal crazing, and precision fitment.
In addition to our acrylic cutting service, we offer a full suite of manufacturing solutions. If your design evolves to require different materials, we provide everything from PVC machining and POM (Delrin) components to sheet metal fabrication and 3D printing.
Ready to bring your design to life? Upload your CAD files now for a fast, professional quote.
FAQ
Q1: Can you laser cut acrylic?
Yes, acrylic is ideal for laser cutting because it vaporizes cleanly under a CO2 laser. This process creates a “flame-polished” edge that is smooth and transparent. It is perfect for industrial guards and manifolds requiring high-quality finishes without expensive secondary manual polishing.
Q2: What is the difference between cast and extruded acrylic for laser cutting?
Cast acrylic offers superior clarity and produces a frosty white finish when engraved. Extruded acrylic provides better thickness consistency but is prone to melting during cutting. For industrial parts, cast acrylic is generally preferred to minimize internal stress and ensure a cleaner laser finish.
Q3: What thickness of acrylic can be laser cut?
Industrial lasers typically cut acrylic from 1mm to 25mm. While thinner sheets process rapidly with perfect clarity, material exceeding 15mm may show a slight edge taper. For thicknesses beyond 25mm, CNC machining is often recommended to maintain better dimensional accuracy and perpendicularity.
Q4: Laser cutting or CNC machining — which is better for acrylic parts?
Laser cutting is best for 2D shapes and polished edges. CNC machining is necessary for 3D geometries, blind pockets, or threaded holes. While lasers are faster for thin parts, CNC milling provides better accuracy on thick blocks and avoids localized thermal stress.
Q5: Can laser cut acrylic have polished edges?
Yes, laser cutting inherently creates “flame-polished” edges. As the beam vaporizes the material, the edge melts and solidifies into a glossy, transparent surface. This eliminates the need for manual buffing, making it an efficient choice for components requiring optical clarity without extra labor.
Q6: Is laser cutting acrylic expensive?
For quantities from 1 to 10,000 units, Xmake’s factory-direct model eliminates broker markup entirely. Standard acrylic specs ship in 5 days, with no custom tooling fees. Total cost per part typically runs 20–35% lower than reseller network quotes. Upload your file for a real-time price.
Q7: What tolerances can laser cut acrylic achieve?
Industrial lasers typically achieve tolerances between ±0.1mm and ±0.2mm. Accuracy depends on material thickness and laser power. At XMAKE, our engineers account for “kerf”—the material removed by the beam—during the DFM phase to ensure your custom parts precisely match design specifications.
Q8: What is the difference between acrylic, Plexiglass, Perspex, and Lucite?
These are trade names for the same polymer: Poly Methyl Methacrylate (PMMA). While the base material is identical, brands like Plexiglass or Perspex indicate high-quality resins with specific additives. All behave similarly during laser cutting, though cast versions consistently provide the best results.