Introduction: Milling cutters are indispensable tools in milling operations. Common types include end mills, face mills, various slot cutters, and specialized form cutters. In practical machining, achieving optimal cutting results requires scientifically selecting the appropriate milling cutter. This involves comprehensive evaluation across multiple dimensions—including machining type, workpiece material, machining stage, and machine tool rigidity. This article will describe the classification and selection of milling cutters, helping you better understand and choose the right tool.
Types of Milling Cutters
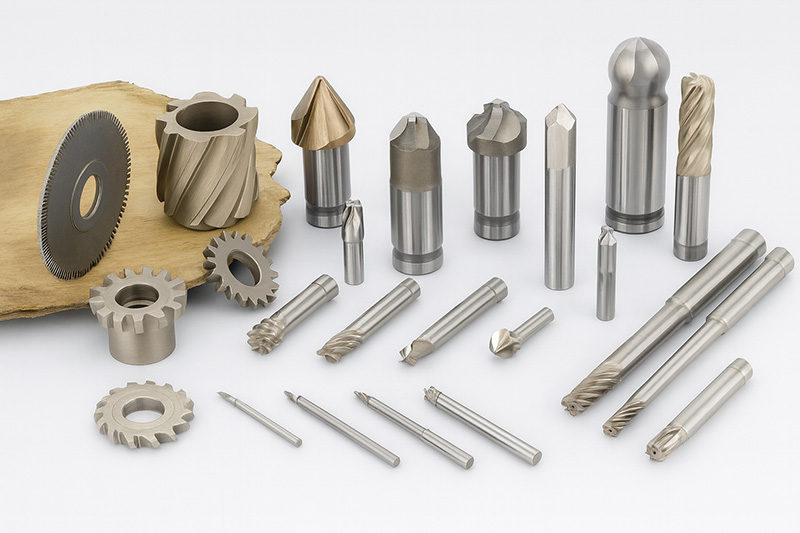
There are numerous types of milling cutters. In this article, we primarily classify them according to the surface type they process. Below is a preliminary table to provide a more intuitive understanding before delving into the detailed content.
| Milling cutter types | Milling Cutter Name |
|---|---|
|
End Mills |
Flat End Mill Corner Radius End Mill Chamfer Cutter Ball Nose End Mill |
|
Face Milling Cutters |
Face Mill Fly Cutter Shell Mill |
|
Slotting Cutters |
Keyway Cutter T-slot Cutter Dovetail Cutter Slitting Saw |
|
Form Milling Cutters |
Gear Cutter Angle Cutter Convex / Concave Cutter Thread Milling Cutter |
Type One: End Mill
The end mill is one of the most commonly used milling cutters in milling operations, primarily employed for machining flat surfaces, side faces, grooves, and so on.
According to machining stages, they are categorised as roughing end mills and finishing end mills: the former prioritises material removal efficiency, while the latter emphasises surface finish and dimensional accuracy once.
Based on the shape of the tool end, end mills can be classified into flat end mills, corner radius end mills, chamfer end mills, and other types, each designed to meet different machining requirements.

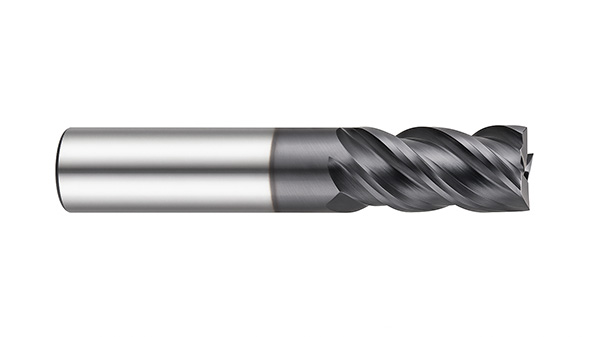
1.Flat End Mill
A flat end mill is a type of end mill with a flat cutting edge at the tool end. It performs cutting mainly through its end and side edges and is commonly used for machining planes, slots, and steps.
As one of the most widely used tools in milling operations, the flat end mill offers strong cutting capability, high material removal rate, and excellent machining efficiency. It is suitable for processing most metal materials; however, the tool material and coating should be selected according to the hardness and properties of the workpiece to achieve optimal cutting performance and extended tool life.
2.Corner Radius End Mill
As the name suggests, a corner radius end mill is an end mill with a rounded corner at the tool end. Its end is flat, with a fixed-radius arc (R) at the edges — commonly 0.5 mm, 1 mm, or 2 mm. Corner radius end mills are commonly used for machining planes, grooves, and parts with internal corner transitions.
The rounded corner design enhances the edge strength and wear resistance of the tool, making it suitable for machining high-hardness or brittle materials such as carbon steel and mold steel.In such applications, carbide tools with TiAlN or AlCrN coatings are typically recommended to further improve cutting performance and extend tool life.

3.Chamfer End Mill
A chamfer end mill is an end mill with a tapered chamfer structure at the tool end.It is specifically designed for chamfering, trimming, and deburring workpiece edges, with common chamfer angles including 30°, 45°, 60°, and 90°. Chamfering end mills are frequently employed for machining both soft and hard materials such as steel, aluminium, and plastics.

4.Ball-nose end mill
A ball nose end mill is an end mill with a hemispherical tool end, where the side and end cutting edges form a continuous half-sphere. Thanks to its spherical design, it is highly effective for machining 3D contoured surfaces, fillets, and curved grooves.
The ball shape provides uniform cutting force distribution, making it suitable for machining hard metals such as steel, cast iron, and mold steel, while also applicable to medium- and low-hardness materials like aluminum, copper, and stainless steel.

5.Drill End Mill
A drill end mill is a hybrid cutting tool that combines the functions of both a drill and an end mill. Its tip is shaped like a drill bit, allowing for axial drilling, while the peripheral cutting edges resemble those of an end mill, enabling lateral milling.
With this design, a single drill end mill can perform multiple operations such as drilling, face milling, and deburring, reducing the need for frequent tool changes and improving machining efficiency.However, its drilling performance is not as efficient as a dedicated twist drill, and its milling capability is generally less precise than that of a specialized end mill.

Type Two: Face Milling Cutter
Face milling cutters are specialised tools designed for milling large flat surfaces, typically mounted on vertical or horizontal milling machines, machining centres . During machining, the face milling cutter uses multiple cutting edges working simultaneously to efficiently remove material from the workpiece surface while maintaining excellent surface finish. It is an indispensable tool in cutting workshops. Based on structural design, face milling cutters are primarily categorised into two types: fly cutters and face milling cutters.
6.Fly cutter
A fly cutter is a type of face milling cutter, consisting of a disc-shaped cutter body, one or two cutting inserts, and a tool holder. During milling, the cutter rotates at high speed, and the inserts remove material as they sweep along a circular path over the workpiece surface.
Fly cutters are primarily used for machining large flat surfaces, offering high material removal rates and excellent efficiency in each pass. However, because they usually have few inserts and small cutting edges, they are better suited for soft materials such as aluminum, copper, and plastics, and less effective for hard metals like stainless steel.

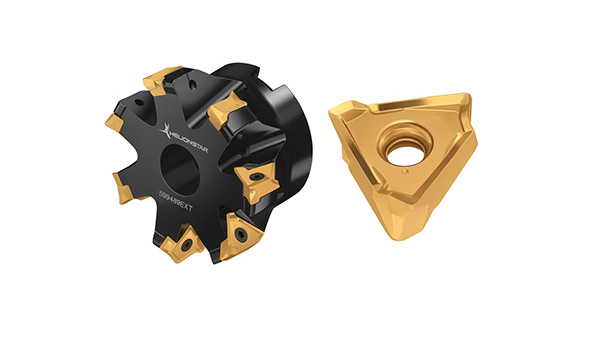
7.Shell-type/Sleeve-type Milling Cutters
Shell-type milling cutters—also known as sleeve-type milling cutters—belong to the category of disc milling cutters. They consist of a cutter body, multiple inserts (typically 4–12), a central bore, and a locking screw. Unlike end mills, they lack a shank and are instead mounted onto the machine’s arbor through the central bore.
Shell mill cutters are primarily used for machining large flat surfaces. Compared with fly cutters, they feature more inserts and greater rigidity, making them better suited for cutting hard metal materials.
8.Solid Disc Milling Cutters
A solid disc milling cutter is a type of face milling cutter in which the cutter body and teeth are integrated — there are no separate inserts, and the tool does not support indexable blade replacement. It is typically mounted on the milling machine spindle through a central hole.
These cutters are generally made of high-speed steel (HSS) or solid carbide, with 8 to 40 teeth, making them suitable for machining hard metals and high-precision surfaces. They are often used for milling small to medium-sized flat surfaces, as well as keyways and T-slots. A common variation, the slitting saw, also belongs to this category.

Type Three : Slot Milling Cutters
Slot milling cutters are tools specifically designed for machining various shaped slots, such as straight slots, keyways, T-slots, dovetail slots, and others. Depending on the slot’s shape, depth, and machining method, slot milling cutters can be categorised into keyway cutters, T-slot cutters, dovetail slot cutters, and so forth.
9.Keyway Milling Cutter
The keyway milling cutter is a tool designed for machining keyways. Typically featuring only two cutting edges, with the end edge extending towards the centre, it enables direct axial feed like a drill bit, thereby facilitating the machining of closed keyways. Furthermore, its distinctive double-edge design offers advantages including ample chip clearance, high rigidity, and superior machining accuracy.

10.T-slot milling cutter
A T-slot milling cutter is a specialized tool designed for machining T-shaped slots, which feature a narrow top section and a wider bottom section. The cutter typically consists of a shank, neck, cutter head, and cutting edges. The neck is usually long and slender, allowing the cutter to reach into the upper slot during machining.
When machining a T-slot, the process is generally performed in two steps: first, a straight slot is milled using an end mill or keyseat cutter to define the upper opening; then, the T-slot cutter is used to enlarge the lower part of the slot, forming the characteristic T-shaped profile.
T-slot milling cutters are suitable for machining most metal materials, but the tool material and coating should be selected according to the specific properties of the metal being processed.

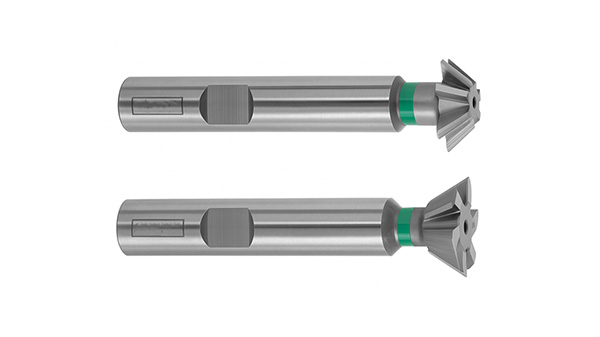
11.Dovetail Milling Cutter
The dovetail milling cutter is a specialised tool for machining dovetail-shaped bevel grooves, which exhibit a tapered profile narrowing at the top and widening at the bottom, or vice versa. The cutting edges of dovetail milling cutters typically feature a V-shaped or beveled structure, with common angles including 45°, 50°, 60°, 75°, and 90°. Classified as a form milling cutter, the dovetail groove cutter achieves a fixed-angle bevel structure in a single pass, delivering high machining efficiency.
12.Slitting Saw
A slitting saw (or slitting milling cutter) is a type of milling cutter used for cutting, dividing, or machining narrow grooves in metal materials. It consists of a disc-shaped cutter body, toothed cutting edges, and a central mounting hole. The cutter is mounted on an arbor or fixture through the central hole, and during high-speed rotation, the multiple teeth cut the workpiece material in succession.
Slitting saws are typically thin disc-shaped tools with thicknesses ranging from 0.5 to 6 mm, making them ideal for cutting slots, trimming, or parting operations.

Type Four: Forming milling cutter
A forming milling cutter is a tool capable of cutting a specific curved profile in a single pass, with its cutting edge shape matching the contour of the workpiece being machined. These tools are typically designed for specific shapes, such as thread milling cutters, gear milling cutters, dovetail milling cutters, and chamfering/rounding cutters.
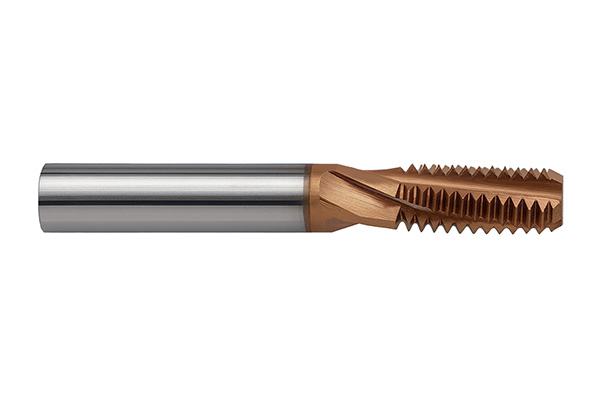
13.Thread milling cutter
As the name suggests, a thread milling cutter is a tool for machining threads, which belongs to the category of form milling cutters. During the machining process, the tool forms threads on the workpiece by combining a helical interpolation path with the tool’s rotation. Thread milling cutters can machine metals such as carbon steel, alloy steel, aluminium, copper, and plastics, and are commonly used for machining internal and external threads of various diameters.
14.Gear milling cutter
A gear milling cutter is a specialized tool used for cutting gear teeth slots. Its machining principle involves moving the cutter around the circumference of a gear blank, cutting one tooth space at a time. After each pass, the blank is indexed (rotated) by one tooth pitch, and the process is repeated until all teeth are machined.
Since the cutter removes only one tooth per pass, the machining efficiency is relatively low, making gear milling cutters better suited for single-piece or small-batch production rather than mass manufacturing.

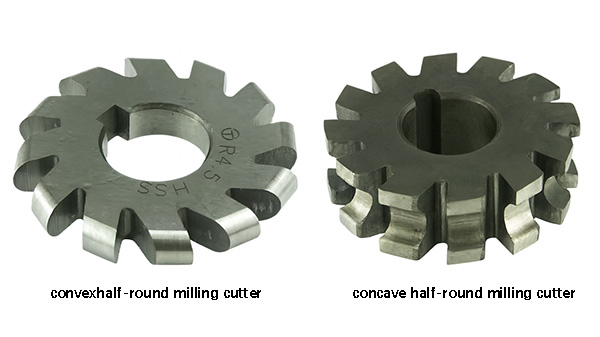
15.Convex/concave half-round milling cutter
A convex/concave half-round milling cutter is a tool used for machining semi-circular or curved groove profiles.A convex cutter produces concave surfaces, such as grooves or internal arcs, while a concave cutter produces convex surfaces, such as bosses or roller exteriors. These cutters are typically mounted on an arbor through a central bore for precise and stable machining.
Tips for Selecting the Right Milling Tools
There are many types of milling cutters available on the market, and choosing the right one is key to successful part machining.
Selecting a suitable milling cutter typically requires analysis from multiple perspectives — including the type of part being machined, the workpiece material, the machining stage, and the rigidity of the machine.
In the following sections, we will explore how to select the most appropriate milling cutter based on these critical factors.
1.According to Machining Type
Before machining a part, it is typically necessary to select the appropriate tool type based on the part’s structural features and machining requirements:
- Side Machining: End mills are generally selected.
- Large-Area Flat Surface Machining: Face mills (disc cutters, shell/collet-type end mills) may be selected.
- Grooves, steps, or contour structures: End mills or slot cutters are preferred;
- Complex surfaces and cavities:Ball-nose or radius end mills may be used to achieve better surface finish.
- special structures (e.g., threads, gears, dovetail grooves): specialized form cutters should be employed.
2.According to the Workpiece Material
When selecting milling tools, the workpiece material is also a key factor in determining tool selection. Typically, the appropriate tool material and coating must be chosen based on the workpiece material to prevent issues such as tool wear. Below are recommended tools for common materials:
| Workpiece Material | Material Characteristics | Recommended Cutting Tools | Recommended Coating |
|---|---|---|---|
|
Plastics, Composites |
Low strength, low cutting resistance, excellent chip evacuation |
HSS, High-Sharpness Solid Carbide |
uncoated or DLC-coated (anti-adhesion) |
|
Nonferrous metals (aluminum, copper, etc.) |
low hardness, prone to built-up edge |
HSS, micro-grain carbide |
Uncoated / DLC coating |
|
Low-carbon steel, ordinary carbon steel |
Good plasticity, moderate cutting resistance |
carbide |
TiN, TiCN coating |
|
Cast Iron |
High brittleness, good thermal conductivity |
carbide
|
TiN, TiCN coating |
|
Alloy Steel / Tool Steel |
High strength, generates high cutting temperature |
carbide |
TiN, TiCN coating |
|
Stainless Steel |
High toughness, prone to work hardening, poor thermal conductivity |
Coated carbide |
TiAlN、AlTiN、AlCrN |
|
Titanium Alloy / Nickel-based Alloy |
High strength, poor thermal conductivity, prone to adhesion |
Coated carbide, high-temperature alloy tools |
AlCrN、TiAlSiN |
|
Hardened Steel / Mold Steel |
High hardness, strong wear tendency |
CBN tools |
Uncoated or cermet coating |
|
High-silicon Aluminum, Carbides, and Other Superhard Materials |
Contains hard particles, highly abrasive |
PCD tools |
Uncoated or micro-coating structure |
3.According to Machining Stage
Roughing Stage: This stage prioritizes rapid material removal, requiring tools with high strength and impact resistance. Tough carbide tools with wear-resistant coatings like TiN, TiCN, or AlCrN are recommended to withstand high cutting forces.
Semi-Finishing Stage: This stage requires balancing efficiency and quality. Universal carbide tools with multi-layer composite coatings (TiAlN or AlTiN) are recommended, offering a combination of wear resistance and toughness to ensure machining stability.
Finishing Stage: The finishing stage prioritizes precision and surface quality with low cutting forces. Tools must exhibit sharpness and wear resistance. High-hardness materials (e.g., CBN/PCD) or ultra-fine-grain sharp carbide with razor-sharp edges are recommended. For coatings, lubricating options (e.g., CrN, DLC) can be selected to reduce friction and prevent tool adhesion.
4.According to Machine Rigidity and Machining Conditions
When selecting a milling cutter, machine rigidity is one of the key factors to consider. Rigidity refers to the ability of the machine, tool, or fixture to resist deformation under load. A machine with higher rigidity allows the tool to withstand greater cutting forces and operate at higher cutting speeds. Conversely, when machine rigidity is insufficient, tool selection should aim to reduce vibration and impact, ensuring machining stability and surface quality.
For high-rigidity machines (such as machining centers or gantry mills), solid carbide or multi-flute high-speed cutters can be used. Combined with large rake angles and high helix designs, they enable higher cutting speeds and material removal rates.
For low-rigidity machines (such as small vertical mills, light-duty equipment, or setups with unstable clamping), fewer-flute, sharp, and light-cutting tools—such as two-flute end mills or high-helix cutters—should be selected to reduce cutting forces and vibration, ensuring stable machining performance.
5.According to tool's geometric parameters
The geometric design of a cutting tool determines how it engages the workpiece, controls chip formation, and distributes cutting forces and heat. This ultimately dictates the tool’s cutting efficiency, machining quality, stability, and service life. Therefore, thorough consideration of the tool’s geometric parameters is essential before tool selection to ensure stable and high-quality machining results.
Generally, for soft metals like aluminum and copper, tools with a high helix angle (approximately 45°) and a double-edge design are recommended. This ensures rapid chip evacuation and prevents chip entanglement.
When machining hard materials like steel and cast iron, tools with a low helix angle (30°) and four or more cutting edges should be selected. This combination enhances tool rigidity, effectively suppresses cutting vibrations, and ensures both machining efficiency and surface finish quality.
Conclusion
As the core tool in milling operations, milling cutters come in diverse types for various applications. While tool wear is inevitable during milling, we can significantly reduce wear rates and enhance workpiece quality and consistency through scientific and rational selection of milling tools.
Xmake specializes in precision CNC machining and custom parts manufacturing, offering multi-process capabilities and a rigorous quality control system. If you have milling machining requirements, we welcome you to contact us. We provide professional process support and high-quality manufacturing solutions.


