Introduction: Soft machining refers to the process of cutting and shaping soft materials (materials that have not undergone heat treatment). As a pivotal stage in mechanical processing, it serves as the starting point for the manufacturing of mechanical components, moulds, prototypes, and structural parts. This article introduces the fundamental concept of soft machining, explaining its core applications in modern manufacturing and helping you gain a comprehensive understanding of this essential production process.
I. What is Soft Machining?
Soft machining refers to the process of cutting and shaping materials that are not yet hardened and remain relatively soft. It typically achieved through conventional subtractive manufacturing methods such as turning, milling, and drilling to remove excess material. Because these materials have low hardness and minimal cutting resistance, soft machining enables rapid material removal and allows parts to be shaped close to their final geometry. This makes it a crucial stage in the overall manufacturing process, bridging the gap between raw material preparation and precision finishing.
In manufacturing, parts formed through soft machining can often be used directly if they already meet performance requirements. However, when higher hardness or wear resistance is needed, the parts typically undergo heat treatment, followed by hard machining to achieve the final precision and surface finish.

II. Difference Between Soft and Hard Machining
Before diving into their differences, let’s first understand what hard machining means:Hard machining refers to the cutting processes performed on heat-treated materials with high hardness. These materials generate greater cutting resistance, and only a small amount of material is typically removed. Therefore, the purpose of hard machining is mainly precision finishing—to achieve the final dimensional accuracy and surface quality of the part.
In contrast, soft machining and hard machining differ primarily in material condition, processing objectives, and technical requirements:
- Soft machining is performed on materials that have not yet been hardened, focusing on material removal and shape formation with an emphasis on speed and efficiency.
- Hard machining, on the other hand, is used for hardened (quenched) materials, aiming to enhance dimensional accuracy and surface finish, prioritizing stability and precision over speed.
To help you gain a clearer understanding of the differences between the two, we have outlined the distinctions between soft machining and hard machining across multiple dimensions.
| Comparison dimension | Soft Machining | Hard Machining |
|---|---|---|
|
Definition |
Machining materials that have not been heat-treated or hardened.
|
Machining materials that have been heat-treated and hardened.
|
|
Hardness of workpiece
|
Lower hardness (typically below HRC 30-35) |
High hardness (typically exceeding HRC 45-50, and even surpassing HRC 60) |
|
Processing purpose
|
Remove substantial material, efficiently machine the part shape, and prepare for heat treatment. |
Remove a small amount of material following heat treatment to achieve high-precision dimensions and excellent surface finish. |
|
Processing stage
|
Prior to the heat treatment stage. Rough machining and forming stage.
|
Following the heat treatment stage. Finishing and final machining stage. |
|
Manufacturing Process
|
Rough turning, milling, drilling, boring, etc. |
Grinding, precision milling, hard turning, EDM, and wire cutting (slow wire EDM). |
|
cutting tools |
High-speed steel (HSS), cemented carbide, coated cutting tools |
Super-hard cutting tools, such as cubic boron nitride (CBN), ceramic, and PCBN tools |
|
Processing efficiency |
High. Large cutting volume, rapid material removal. |
Low, with minimal cutting volume and restricted speed. |
|
cost |
Low tooling costs and high machining efficiency. Low overall costs. |
Tooling costs are high, machining efficiency is low. Overall costs are high. |
|
Application |
Prototype design or small-batch production
|
High-precision finishing and post-heat-treatment machining |
III. The Relationship Between Soft and Hard Machining
Although soft and hard machining exhibit distinct differences, in practical mechanical processing, components typically employ a combined soft-hard machining strategy. This is because precision parts and moulds often need to meet the geometric accuracy and performance requirements, and pure soft machining and hard machining can not meet the requirements.
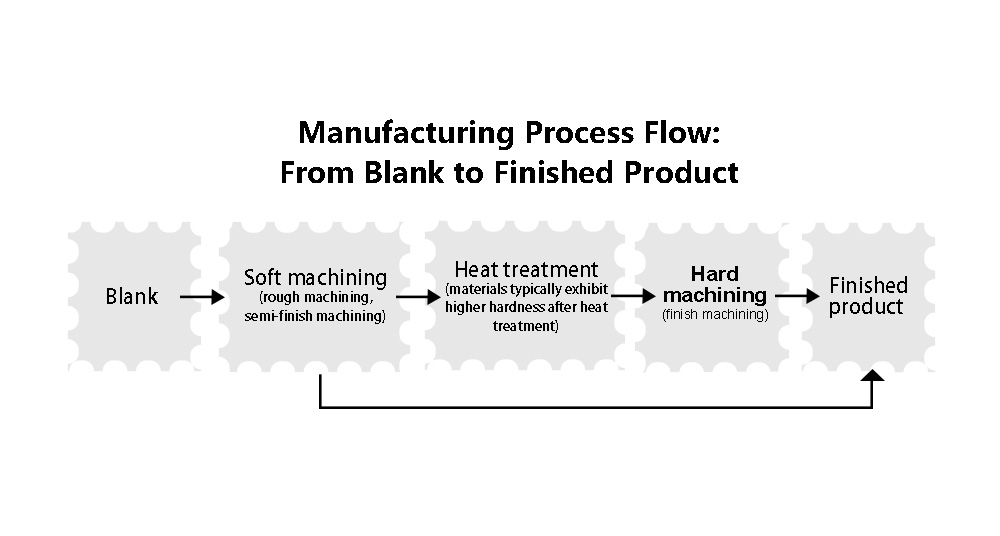
Specifically, components requiring high hardness and precision typically undergo two distinct processing stages: soft machining and hard machining. Initially, soft machining rapidly forms the component’s structure. Subsequently, heat treatment enhances the material’s hardness and strength. Finally, hard machining is performed on the material to complete the high-hardness, high-precision component.
However, not all components require hard machining. For instance, prototypes or standard structural parts (where high strength is not essential) .In such cases, soft machining is typically sufficient to meet requirements, eliminating the need for additional heat treatment and hard machining costs.
IV. Materials Commonly Used in Soft Machining
Soft machining primarily processes metal materials or engineering plastics that have not undergone heat treatment and possess relatively low hardness. The following are common soft machining materials:
Plastics: Soft machining can process most plastics, such as POM, Nylon, ABS, Acrylic, etc. Compared to metals, plastics exhibit low hardness, high elasticity, and strong heat sensitivity during machining, placing specific demands on cutting tools, speeds, and cooling methods.
Specifically, the machining of soft plastics typically requires the use of sharp cutting tools, combined with high spindle speeds and low feed rates. This approach minimises the accumulation of cutting heat, thereby preventing issues such as burrs and surface whitening. Furthermore, when machining highly heat-sensitive plastics, cutting heat must be strictly controlled to avoid softening or edge deformation caused by excessive temperatures.
Aluminium alloy (6061, 7075): Aluminium alloy is one of the commonly used soft machining materials and belongs to the type of extremely easy machining. Aluminium alloy is lightweight, good thermal conductivity, suitable for high-speed cutting, high machining efficiency, but the machining process is prone to sticky tools, so the tool needs to choose DLC coated tools.
Brass (H59, H62): Brass is one of the most ideal materials for efficient machining. This is because brass is brittle and easily fractured, difficult to shape and stretch, and has excellent thermal conductivity, so it rarely produces built-up edge during machining. Carbide tools or uncoated precision-ground tools are typically used to maintain a sharp cutting edge.
Pure copper: Pure copper has excellent thermal conductivity and ductility, but it is prone to sticking and heating during cutting, leading to surface discoloration and other problems. Therefore, the processing process usually adopts low-speed, light cutting methods and uses sharp tools.
Carbon Steel: Low-carbon and medium-carbon steels are common machining materials with good machinability and moderate processing difficulty.However, high-temperature machining can easily cause tool sticking or built-up edge. Therefore, it is recommended to maintain a moderate cutting speed, use carbide tools, and regularly remove tool debris.
Stainless steel: Stainless steel is difficult to machine due to its high hardness and significant work-hardening properties. This can easily lead to tool wear and heat during cutting. Usually use high-strength coated carbide tools or CBN tools, and with high-pressure cooling system to reduce the temperature rise, to ensure dimensional accuracy and tool life.
Composite materials: Composite materials are composed of heterogeneous materials such as fibers and resins, and have the characteristics of anisotropy and poor thermal conductivity. Therefore, the cutting force and heat must be controlled during the processing to prevent problems such as delamination and burrs.
V. What specific techniques are used in soft machining?
Soft machining employs techniques that are actually common machining methods such as turning, milling, drilling and grinding. Due to the soft nature of the material, it is often necessary to scientifically select the tools and adjust the cooling methods and parameters during the process in order to machine the material blanks with maximum efficiency and low cost.
Turning: Turning is commonly used to machine cylindrical parts. During soft machining, high rotational speeds and low feed rates are often used to ensure a smooth and efficient cutting process. Cutting heat must also be controlled to avoid material deformation and other issues.
Milling: Milling is used to machine flat surfaces, slots, cavities, and other structures. During soft machining, it is highly efficient and produces high-quality surfaces.
Holemaking: Drilling/tapping/boring are the processes of forming, enlarging, and finishing holes. These stages are completed during the soft machining phase, ensuring stable hole position and geometric accuracy before the next stage (heat treatment or assembly).
Grinding (light-duty grinding): Grinding is the process of grinding the workpiece surface to achieve a low-roughness surface. During soft machining, it primarily removes burrs and prepares the workpiece for heat treatment.
VI. Advantages of soft processing
Soft machining, as a key stage of the machining process, carries out the main tasks of material removal and part shaping. Soft machining offers several advantages that contribute to the efficient manufacture of high-quality parts:

Extended Tool Life: Soft machining reduces tool wear, significantly extending tool life.
Extremely high machining efficiency: The soft processing stage is for processing materials with low hardness and small cutting resistance. These materials can withstand higher speeds and feed rates, and a large amount of material can be removed per unit time, with high processing efficiency.
Cost Advantage: Compared to hard machining, soft machining offers lower overall costs. This is because soft machining materials typically have a lower hardness, enabling machining with low-cost carbide or coated tools. Furthermore, tool wear is minimized during machining, requiring less frequent tool changes, naturally saving tool costs. In addition, soft machining places relatively low demands on machine tools — standard CNC lathes or milling machines are typically sufficient to perform such operations effectively.
Rapid Prototyping: Soft machining is particularly well-suited for the product development phase (e.g., mold trials and mechanical prototypes). Soft materials such as aluminum and mild steel are typically used for prototyping, offering low cost and short turnaround times. Another key advantage is flexibility—materials can be re-cut simply by modifying CNC programs, allowing engineers to adjust designs without retooling or remolding. This adaptability makes soft machining ideal for rapid structural modifications and iterative testing throughout the development cycle.
High stability of the workpiece: Soft materials generate lower cutting forces during machining, resulting in more uniform stress distribution, minimal deformation, and reduced risk of microcracks or internal stress formation. This is especially important for thin-walled parts, precision parts or complex structural parts, which can effectively reduce deformation, warping and other problems, and retain a good geometric basis for subsequent heat treatment and hard machining.
VII. Applications of Soft Machining
Soft machining plays a vital role in multiple high-precision manufacturing industries.
Aerospace: Soft machining is a critical initial step in the machining of structural and support components in the aerospace industry, typically using lightweight materials such as aluminum alloys and titanium alloys. Soft machining processes ensure lightweight, high-strength, and high-precision parts, and are widely used in components such as wing frames and engine components.
Medical: Soft machining often processes surgical instruments, implants, and precision housings in the medical field, using materials such as stainless steel, titanium alloy, and POM.
automotive: Soft machining often processes molds, power system parts and other components in the automotive field, usually using easy-to-cut aluminum alloys, cast iron, and steel. This process can maintain the advantages of high efficiency and low cost.
Electronics and consumer products: Soft machining efficiently produces components with high surface finish, miniaturisation and complex geometries, aligning well with the sector’s processing requirements. It commonly employs readily machinable materials such as aluminium alloys, copper and stainless steel.
VIII. Application of Soft Machining in Different Processing Stages
Due to its high efficiency and flexibility, soft machining is widely used in prototyping and small-batch production.
Soft machining plays a crucial role in the prototyping stage. Because the material is in a soft state during soft machining, cutting forces are low, enabling the process to quickly shape part structures while maintaining high precision and surface quality.
At the same time, soft machining has strong flexibility. When the design is adjusted, the workpiece can be re-cut by simply modifying the machining program without the need to re-make the blank or open the mold. With its fast processing speed and flexible adjustments, soft machining effectively meets the rapid iteration requirements of prototype verification and functional testing.
Soft machining is also well-suited for small-batch production. Soft machining does not require complex molds. Different parts can be produced by simply switching programs. Compared with injection molding or die casting that require mold opening, it has better cost-effectiveness and flexibility.
However, soft machining’s advantages in high-volume production fall short of those of other molding processes, such as injection molding and casting, primarily due to limitations in equipment run time and tooling costs. Therefore, for large-scale manufacturing, it is advisable to conduct a comprehensive evaluation of various process options, making decisions based on consideration of product characteristics and production scale.
IX. How do cutting tools and fixtures influence soft machining performance?

During soft machining operations, selecting appropriate cutting tools and fixtures is crucial, as this determines both machining effectiveness and efficiency.
Regarding cutting tools, the low hardness of soft materials necessitates the use of sharp tools to ensure smooth cutting and prevent issues such as burrs, built-up edges, or whitening of the surface. Common tools include carbide inserts, uncoated or DLC-coated inserts, which are suitable for high-speed cutting of materials like aluminium, copper, and plastics.
Regarding fixtures, the low rigidity of soft materials makes them prone to deformation, warping, or vibration during machining. Consequently, high-rigidity, low-deformation clamping systems are typically required, such as custom jigs or flexible fixtures, to ensure machining stability.
Overall, the judicious selection of cutting tools and clamping methods is pivotal to the soft machining process.
FAQ
1.What machining accuracy can soft machining achieve?
Soft machining accuracy depends primarily on the equipment type, tool condition, process parameters, and material characteristics. Typically, accuracy can reach ±0.01–±0.02 mm, and for high-precision parts, ±0.005 mm is possible. However, for parts made of high-hardness materials or requiring submicron precision, subsequent hard machining or grinding is still necessary to further improve accuracy.
2.Can soft machining be used for prototyping?
Yes, soft machining is well-suited for prototyping. During the soft machining phase, the material remains soft, requiring minimal cutting effort, allowing for rapid prototyping without the need for molds or complex tooling. More importantly, soft machining offers exceptional flexibility during the prototyping stage — design iterations can be easily accommodated by simply modifying the CNC program and re-cutting the part. This capability to adjust component structures based on design updates is particularly valuable in early-stage development, where frequent iteration is essential.
3.What role does soft machining play in mold manufacturing?
Soft machining plays a crucial role in mold manufacturing. It can be said that the vast majority of molds (die-casting and stamping dies) are completed during the soft machining phase. This process typically begins with an annealed mold steel blank, which is soft-machined to form the mold’s basic geometry. Heat treatment and hard machining are then used to complete the mold.
4.What distinguishes soft metals from hard metals?
The primary differences between soft metals and hard metals lie in their hardness, strength, and machinability.
Soft metals (such as aluminium, copper, and brass) possess low hardness and excellent ductility, requiring minimal cutting forces and facilitating easy forming during machining. They are highly suitable for high-speed cutting and prototype manufacturing.
Hard metals (such as stainless steel and tool steel) possess high hardness, generate significant cutting resistance, and present greater machining challenges. Achieving optimal precision and surface finish typically requires the use of high-strength cutting tools.
Conclusion
Soft machining, with its high efficiency, flexibility, and rapid iteration capabilities, is ideally suited for prototype validation, small-batch production, and pre-mould machining. It can be said that the vast majority of mechanical components, moulds, and prototypes undergo a soft machining stage to achieve their form and structural machining. However, whether heat treatment and subsequent hard machining are required depends on the material’s hardness and performance specifications. To execute soft machining efficiently, a scientifically informed selection of cutting tools and fixture processes is typically essential.
Xmake specialises in professional machining, offering integrated solutions from prototyping to volume production. Our capabilities span CNC machining, casting, sheet metal fabrication and beyond. Whether you require rapid prototypes, precision components or small-batch validation runs, we deliver efficient, reliable soft machining services. Request your quotation today to bring your designs to life swiftly.


