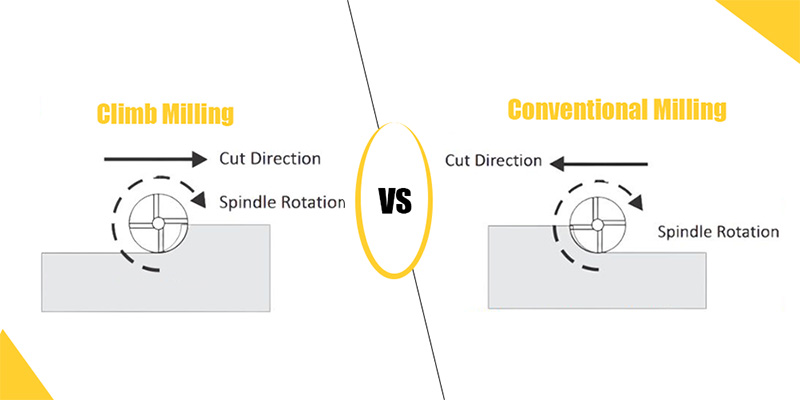
Introduction: Climb milling and conventional milling are two fundamental milling methods. The key difference lies in the relationship between the cutter’s rotation and the workpiece feed direction. In climb milling, the cutter rotates in the same direction as the feed, while in conventional milling, it rotates in the opposite direction. This directional difference leads to significant variations in cutting forces, surface quality, and suitable applications. This article explores the basic definitions of both methods, compares their differences, and offers guidance on selecting the appropriate approach for actual production.
What is Climb Milling?
Climb milling refers to a machining method where the milling tool rotates in the same direction as the workpiece feed. This process, like an excavator, involves “digging” the material downwards. Climb milling is the preferred method in modern CNC machining, its core advantages being superior surface finish and longer tool life. These advantages primarily stem from following mechanisms:
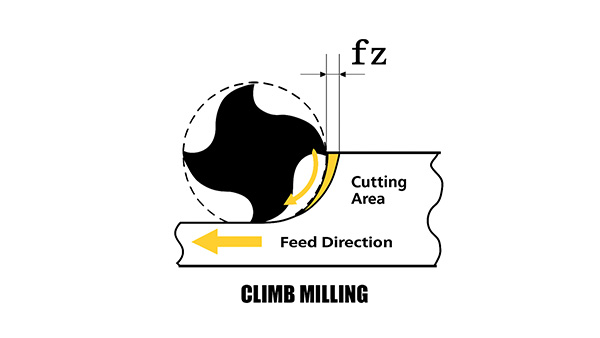
First, climb milling cuts material “from thick to thin,” with the cutting edge entering at the point of maximum chip thickness and gradually decreasing in thickness (as shown in the figure). This method ensures a smooth cutting process with minimal vibration. Meanwhile, during the cutting process, the cutting teeth begin cutting immediately upon contact with the workpiece, with almost no surface slippage stage or work hardening caused by extrusion. This not only effectively reduces tool friction but also reduces surface scratches and maintains good surface quality.
Secondly, climb milling removes chips backward. This chip removal method makes it less likely for chips to accumulate in the cutting zone, reduces secondary friction between the tool and the chips, and also helps maintain the cleanliness and integrity of the machined surface.
However, it’s important to note that climb milling’s “thick-to-thin” cutting method means that the cutting edge initially strikes from the thickest part, experiencing maximum cutting force at that moment, resulting in a strong mechanical impact. If the workpiece surface is hard or a brittle tool (such as certain carbide or ceramic inserts) is used, this impact can easily lead to chipping or accelerated wear of the cutting edge.
Therefore, climb milling is not suitable for machining hard-surfaced workpieces; it is generally used for machining materials with smooth surfaces or no hard outer layer. This covers the vast majority of modern engineering materials, including soft materials (such as aluminum alloys and low-carbon steel), easily hardened materials (such as stainless steel and titanium alloys), and high-temperature alloys.
In addition, the workpiece is more stable during climb milling, which can further mill a high-quality surface. This is because the cutting force of climb milling is mainly downward, which can press the workpiece against the worktable, eliminate the tiny gap between the workpiece and the worktable, and fundamentally reduce the relative vibration between the tool and the workpiece. Therefore, the machining process is more stable and effectively avoids surface defects such as burrs.
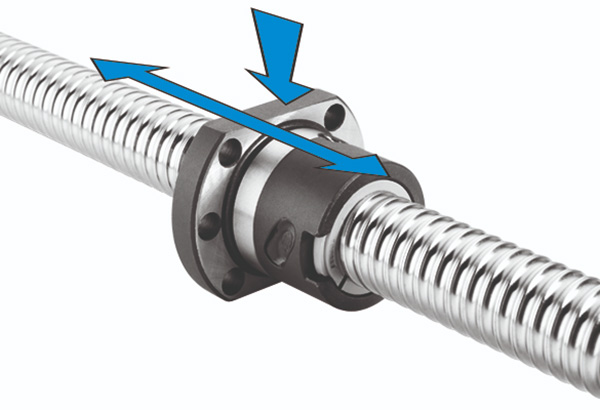
While climb milling offers significant advantages, its application has a crucial prerequisite: it must be performed on a modern CNC machine tool capable of eliminating backlash. Currently, backlash elimination is typically achieved using preloaded ball screws or dedicated backlash elimination mechanisms. If you still have questions about “backlash,” you can click on this article to learn more.
Returning to the earlier point, climb milling needs to be performed on modern CNC machine tools with the ability to eliminate backlash because climb milling carries the risk of “backlash” (i.e., table movement). In climb milling, the cutting force is in the same direction as the feed direction, and the cutting force continuously “pulls” the workpiece forward. If there is backlash in the machine tool’s feed screw or insufficient backlash compensation, the cutting force may cause the table to momentarily lurch forward, resulting in backlash, which affects machining accuracy and surface quality.
In summary, while climb milling has significant advantages, it also has certain limitations. Its application requires the use of modern CNC machine tools that can eliminate backlash.
| Advantages of climb milling | Disadvantages of Climb Milling |
|---|---|
|
1.Precision machining, resulting in high-quality surface finish. 2.Smooth machining process. 3.Smooth chip removal. 4.Low surface friction. 5. Low tool friction, long tool life. 6. Minimal workpiece thermal deformation. |
1. High initial entry impact, prone to tool breakage 2. Prone to backlash 3. High requirements for machine tools 4. Not suitable for machining workpieces with hard skins |
What is Conventional Milling?
Conventional milling refers to a process where the cutting tool rotates in the opposite direction to the workpiece feed direction. Like a bulldozer, it “pushes” the material upwards.
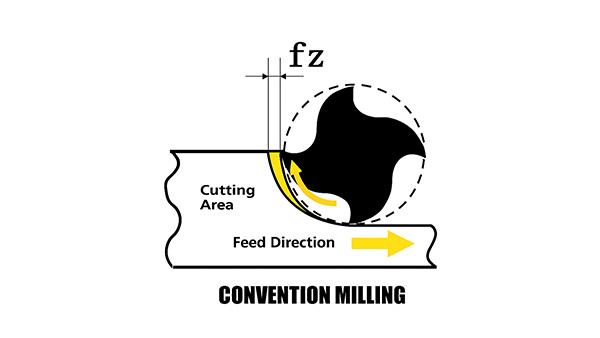
One advantage of conventional milling is its ability to machine castings or forgings with hard surface layers. This is because conventional milling employs a “thin-to-thick” cutting method, where the cutting teeth begin contacting the hardened outer edge, progressively breaking it down through compression and scraping before gradually cutting into the softer matrix below. While this process involves high friction, the impact on the cutting tip is gradual, avoiding violent impacts. In contrast, climb milling cutters cut into the material from within, and if they suddenly impact the hard outer layer upon exiting, they are highly susceptible to chipping due to impact overload. Therefore, conventional milling is more suitable for machining castings or forgings with hard surface layers.
However, this cutting method also brings disadvantages to conventional milling—surface roughness and high tool wear:
- Conventional milling uses a “thin-to-thickness” cutting method. In the initial stage of cutting, the cutting edge “slips” and “presses” on the workpiece surface before actually cutting into the material. During the “slipping” and “pressing” process, the back of the tool slides along the workpiece surface for a distance, generating significant friction and heat. This exacerbates tool wear and scratches the surface, resulting in surface roughness.
- Secondly, since the conventional milling process involves forward chip removal, the chips will accumulate in front of the cutting path, increasing the likelihood of recutting. This also exacerbates tool wear and reduces surface quality.

Therefore, conventional milling is usually used in the roughing stage and is suitable for machining parts that do not have high requirements for surface quality, or workpieces that need to be finished later.
In contrast to climb milling, conventional milling, due to its unique force characteristics, places lower demands on machine tools, making it particularly suitable for traditional manual milling machines or machines with large backlash. This is because the cutting force direction during conventional milling is opposite to the feed direction, which can offset the influence of lead screw backlash, suppress table movement, and make the feed more stable.
However, this force characteristic also brings another aspect of process requirements: conventional milling demands higher workpiece clamping rigidity. Since an upward force is generated during cutting, this force tends to lift the workpiece off the table. If the clamping is not secure or the fixture rigidity is insufficient, workpiece displacement is highly likely during machining, thus affecting machining accuracy.
In conclusion, although conventional milling does not possess most of the advantages of climb milling, it still has considerable practical value in specific applications.
| Advantages of Conventional Milling | Disadvantages of Conventional Milling |
|---|---|
|
1. Suitable for machining castings or forgings with hard surfaces
2. Lower requirements for machine tools, less prone to backlash |
1. Rougher machined surface 2. Higher tool wear 3. Forward chip removal, resulting in secondary cutting 4. Higher requirements for clamping rigidity |
The Difference Between Climb Milling and Conventional Milling
The core difference between climb milling and conventional milling lies in the relationship between the cutter’s rotation direction and the workpiece’s feed direction. Climb milling refers to a machining method where the cutter’s rotation direction is the same as the workpiece’s feed direction, while conventional milling refers to a machining method where the cutter’s rotation direction is opposite to the workpiece’s feed direction.
Specifically, climb milling is more suitable for finishing stages, producing workpieces with smooth surfaces and less tool wear, but it requires modern CNC machine tools capable of eliminating backlash.
Conversely, conventional milling is more suitable for roughing stages, reliably machining castings or forgings with hard surface layers. Although tool wear is faster, it can be performed on conventional or manual machine tools.
To help you better understand the difference between climb milling and conventional milling, we have compiled the following comparison table:
| Climb milling | Conventional milling | |
|---|---|---|
|
Cutting direction |
Tool rotation direction is the same as workpiece feed direction |
Tool rotation direction is opposite to workpiece feed direction |
|
Machining quality |
Good surface quality |
Rough surface, prone to burrs and scratches |
|
Cutting thickness
|
From thick to thin |
From thin to thick |
|
Entry method |
Enter from the machined surface |
Enter from the surface to be machined |
|
Tool wear |
Low wear, long life |
High wear |
|
Tool contact with workpiece |
Directly bites into the material, minimal slippage |
Tool slips, compresses, and then enters the workpiece |
|
Cutting force direction |
Presses the workpiece downwards (stable) |
Tends to lift the workpiece (unstable) |
|
Chip removal method |
Backward chip removal |
Forward chip removal |
|
Applicable scenarios |
High-speed CNC milling machines, finishing |
Manual milling machines, roughing or workpieces with hard surfaces |
When to Choose Climb Milling
Climb milling is suitable for the following situations:
- Finishing stages, where parts requiring good surface quality need to be machined.
- Materials that are relatively soft or of medium hardness (such as aluminum alloys, copper, plastics, etc.).
- Workpiece surfaces that have already been machined smooth or without a hard skin.
- CNC machine tools equipped with backlash elimination mechanisms.
It is important to note that climb milling must be performed on CNC machine tools equipped with backlash elimination mechanisms. Otherwise, even if the material is suitable for climb milling, conventional milling should be used instead. Forcing climb milling on a machine tool with lead screw backlash may cause the cutting force to pull the worktable, resulting in workpiece vibration, tool chipping, or a decrease in surface accuracy..
When to Choose Conventional Milling
Conventional milling is suitable for the following situations:
- Roughing stage
- Workpiece surface has a hardened layer (such as castings, forgings, surface-hardened parts)
- Material is relatively hard or contains many impurities
- Only a manual milling machine or ordinary machine tool is available
Although conventional milling produces a higher surface roughness, it can be used as a roughing process, providing a stable machining foundation for subsequent climb milling finishing.
Climb vs. Conventional Milling Selection Process
The choice between climb milling and conventional milling typically depends on machining requirements, workpiece material, and machining capabilities. If you are unsure whether to choose climb milling or conventional milling, you can refer to the following selection process. It should be noted that the specific solution should still be determined based on actual production conditions. The following content is for reference only.
Does my machine tool have the ability to eliminate backlash?
- No — Choose conventional milling to ensure safety
- Yes — Next question
Does the material being machined have a hard surface oxide scale or casting scale?
- Yes — Choose conventional milling to remove the scale. If a smooth surface is required, climb milling can be used for finishing later.
- Yes — Next question
Is my goal to obtain the best surface quality and the longest tool life?
- Yes — Choose climb milling
Conclusion
Climb milling and conventional milling are two fundamental cutting methods in milling. They differ significantly in cutting direction, stress state, and machining effects, thus their applications also differ. However, they are not contradictory but complementary. In actual production, conventional milling is often used for roughing, followed by climb milling for finishing to achieve the desired part.
In milling, regardless of whether climb or conventional milling is chosen, to achieve the desired part finish, it is essential to fully consider the machining conditions and part requirements, and comprehensively evaluate and select the most suitable machining solution.
Xmake is a global manufacturing group providing customized manufacturing services, including 3D printing, CNC machining, sheet metal fabrication, injection molding and other processes. Whether you need high-precision surfaces from climb milling or roughing from conventional milling, we can develop the most suitable machining solution based on your drawings. Contact us today for professional process advice and a quote.


